




%22 fill-rule=%22nonzero%22%3E%3Cpath d=%22M15.754367 31.4866226c-4.2011645.0-8.13699236-1.636243-11.14414171-4.5991696-6.14696705-6.146967-6.14696705-16.0970936.0-22.24406062C7.57315186 1.68046581 11.5532025.0442227846 15.754367.0442227846S23.8913594 1.68046581 26.8985087 4.64339238L21.6359973 9.90590374c-2.2995848-2.2995848-5.7489619-3.09559492-9.0656708-1.85735695C8.28071641 9.99434931 6.37913667 14.5492961 8.05960249 18.9715746c1.45935189 3.2282632 4.46650121 5.129843 7.73898731 5.129843 2.2111392.0 4.2896101-.8844557 5.8816303-2.4322532l5.2625114 5.2625114c-3.0071494 2.9187038-6.9872 4.5549468-11.1883645 4.5549468z%22 id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22/%3E%3Cg id=%22%E7%BC%96%E7%BB%84%22 transform=%22translate(31.099673, 0.663342)%22%3E%3Cpolygon id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22 points=%220 14.5050733 0 30.2041619 7.42942781 30.2041619 7.42942781 7.11986831%22/%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%2300bbb4%22 x=%220%22 y=%22-125688713e-22%22 width=%227.42942781%22 height=%227.11986831%22/%3E%3C/g%3E%3Cpath d=%22M99.6449893 19.0600201C98.1414146 13.6648404 92.525121 12.6919392 87.9701742 11.895929 87.5279463 11.8074835 87.0414957 11.7190379 86.5992679 11.6305923 83.5921185 11.0556961 83.3267818 10.878805 82.884554 10.6134683 82.0885438 10.0827949 82.0885438 9.06567084 82.4423261 8.49077464 83.0614451 7.47365059 84.6976881 6.89875439 86.6434907 6.89875439c4.0242733.0 5.2625113 1.7246886 5.4394025 2.74181264H99.7334349c0-2.43225315-1.4151291-4.95295187-3.75893670000001-6.76608603C94.2498096 1.54779746 91.2426602.0 86.5992679.0 81.4252021.0 78.4622755 1.94580252 76.914478 3.58204555 75.2340122 5.35095693 74.3495565 7.65054173 74.4380021 9.90590374 74.7033388 16.1855391 80.3638552 18.0428961 85.2725843 18.9273518 85.759035 19.0157974 86.2454856 19.1042429 86.7319362 19.1926885 87.9259514 19.4138024 89.4737489 19.6349163 90.7562096 20.0329214 91.5964425 20.2982581 92.4366754 21.0500455 92.0828932 22.2440606c-.2653368.8402329-1.6804659 1.9458026-4.2011646 2.1669165C85.2283615 24.632091 83.1056679 23.9687492 82.1327666 22.8631796 81.4694249 22.1556151 81.3809793 21.2711594 81.3809793 20.8289315H73.9515515C73.9515515 23.5707442 75.1013439 26.0914429 77.135592 27.9930226c2.3880303 2.2111393 5.8816303 3.4051544 9.6847898 3.4051544C87.3510552 31.398177 87.8817286 31.3539543 88.412402 31.3097315 92.8346805 30.9117264 96.3725033 29.142815 98.3183058 26.3567796 99.9545488 24.2783087 100.396777 21.6691644 99.6449893 19.0600201z%22 id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22/%3E%3Cpath d=%22M71.6519667 30.8675036 63.7360882 20.2098125C67.9372528 19.0157974 70.9886249 15.2126379 70.9886249 10.6134683 70.9886249 5.12984301 66.5221237.663341768 61.0384984.663341768H44.8529592V30.8675036H52.282387V20.5635948h3.2282633l7.606319 10.3039088h8.5349974zM52.2381643 7.82743287h8.3581062c1.59202029999999.0 2.874481 1.28246075 2.874481 2.87448103.0 1.5920202-1.2824607 2.874481-2.874481 2.874481H52.2381643V7.82743287z%22 id=%22%E5%BD%A2%E7%8A%B6%22 fill=%22%23001f60%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)







%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-34%22 transform=%22translate(1654.000000, 46.000000)%22%3E%3Cg id=%22%E7%9F%A9%E5%BD%A2%22 opacity=%22.01%22%3E%3Cuse fill=%22%23fff%22 xlink:href=%22%23path-1%22/%3E%3Cuse fill=%22%23f2f3f7%22 xlink:href=%22%23path-1%22/%3E%3C/g%3E%3Cg id=%22sousuo%22 transform=%22translate(6.000000, 6.000000)%22%3E%3Cmask id=%22mask-3%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-2%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M11.6489827.0271704545c6.433526.0 11.6491213 5.1088636355 11.6491213 11.4108750455.0 2.9073068-1.110104 5.5606704-2.9376763 7.5756477C20.393341 19.0389886 20.424763 19.0662955 20.4543121 19.0953068l3.24437 3.1817727C24.099711 22.6703523 24.1004046 23.3084659 23.7004509 23.7025227L23.6986821 23.7042614C23.2966127 24.0985568 22.6454913 24.0985568 22.243422 23.7042614l-3.2445434-3.1817728C18.9553873 20.4797386 18.915815 20.433375 18.8807514 20.3838409L18.8809942 20.3841136c-1.986763 1.5431591-4.4995838 2.4646705-7.2320115 2.4646705C5.21545665 22.8487841.0 17.7400568.0 11.4380455.0 5.13603409 5.21545665.0271704545 11.6489827.0271704545zm0 2.0661136355c-5.26855495.0-9.53975727 4.18384091-9.53975727 9.34476141.0 5.1609204 4.27120232 9.344625 9.53975727 9.344625 5.2686936.0 9.5397225-4.1837046 9.5397225-9.344625.0-5.1609205-4.2710289-9.34476141-9.5397225-9.34476141z%22 id=%22Fill-1%22 fill=%22%23424242%22 mask=%22url(%23mask-3)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-8%22 transform=%22translate(1165.000000, 90.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-5%22 transform=%22translate(30.000000, 35.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-6%22 transform=%22translate(413.000000, 3.000000)%22%3E%3Cg id=%22sousuo%22 transform=%22translate(12.000000, 12.000000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M14.6489827 3.02717045c6.433526.0 11.6491213 5.10886364 11.6491213 11.41087505.0 2.9073068-1.110104 5.5606704-2.9376763 7.5756477C23.393341 22.0389886 23.424763 22.0662955 23.4543121 22.0953068l3.24437 3.1817727C27.099711 25.6703523 27.1004046 26.3084659 26.7004509 26.7025227L26.6986821 26.7042614C26.2966127 27.0985568 25.6454913 27.0985568 25.243422 26.7042614l-3.2445434-3.1817728C21.9553873 23.4797386 21.915815 23.433375 21.8807514 23.3838409L21.8809942 23.3841136c-1.986763 1.5431591-4.4995838 2.4646705-7.2320115 2.4646705C8.21545665 25.8487841 3 20.7400568 3 14.4380455 3 8.13603409 8.21545665 3.02717045 14.6489827 3.02717045zm0 2.06611364c-5.26855495.0-9.53975727 4.18384091-9.53975727 9.34476141.0 5.1609204 4.27120232 9.344625 9.53975727 9.344625 5.2686936.0 9.5397225-4.1837046 9.5397225-9.344625.0-5.1609205-4.2710289-9.34476141-9.5397225-9.34476141z%22 id=%22Fill-1%22 stroke=%22%23f2fbff%22 fill=%22%23f5f5f5%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-19%22 transform=%22translate(515.000000, 180.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23fff%22 opacity=%22.2%22 x=%220%22 y=%220%22 width=%2280%22 height=%2280%22 rx=%2240%22/%3E%3Cg id=%22sousuo%22 opacity=%22.7%22 transform=%22translate(21.000000, 21.000000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M18.4442225.0430198864c10.1864162.0 18.4444422 8.0890340936 18.4444422 18.0672187136.0 4.6032358-1.7576647 8.8043949-4.6513208 11.9947756C32.2894566 30.1450653 32.3392081 30.1883011 32.3859942 30.2342358l5.1369191 5.0378068C38.1578757 35.8947244 38.158974 36.905071 37.5257139 37.5289943L37.5229133 37.5317472C36.8863035 38.1560483 35.8553613 38.1560483 35.2187514 37.5317472l-5.1371936-5.0378069C30.0126965 32.4262528 29.9500405 32.3528437 29.8945231 32.2744148L29.8949075 32.2748466C26.7491994 34.7181818 22.7705665 36.1772415 18.4442225 36.1772415 8.25780636 36.1772415.0 28.0884233.0 18.1102386.0 8.13205398 8.25780636.0430198864 18.4442225.0430198864zm0 3.2713465936c-8.3418786.0-15.10461556 6.62441477-15.10461556 14.79587212.0 8.1714574 6.76273696 14.7956563 15.10461556 14.7956563 8.3420983.0 15.1045607-6.6241989 15.1045607-14.7956563.0-8.17145735-6.7624624-14.79587212-15.1045607-14.79587212z%22 id=%22Fill-1%22 fill=%22%23000%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-11%22 transform=%22translate(625.000000, 180.000000)%22%3E%3Cg id=%22%E7%9F%A9%E5%BD%A2%22 opacity=%22.1%22%3E%3Cuse fill=%22%23fff%22 xlink:href=%22%23path-1%22/%3E%3Cuse fill=%22%23000%22 xlink:href=%22%23path-1%22/%3E%3C/g%3E%3Cg id=%22%E5%BD%A2%E7%8A%B6%E7%BB%93%E5%90%88-2%22 opacity=%22.9%22 transform=%22translate(23.000000, 23.000000)%22 fill=%22%23fff%22%3E%3Cpath d=%22M3.41421356.585786438 16.849 14.02 30.2842712.585786438C31.024212-.154154326 32.1996962-.193098576 32.9854836.468953686L33.1126984.585786438C33.893747 1.36683502 33.893747 2.63316498 33.1126984 3.41421356L19.677 16.849 33.1126984 30.2842712C33.893747 31.0653198 33.893747 32.3316498 33.1126984 33.1126984s-2.0473786.781048599999998-2.8284272.0L16.849 19.677 3.41421356 33.1126984C2.6742728 33.8526391 1.49878864 33.8915834.713001205 33.2295311L.585786438 33.1126984c-.781048584-.781048599999998-.781048584-2.0473786.0-2.8284272L14.02 16.849.585786438 3.41421356c-.781048584-.78104858-.781048584-2.04737854.0-2.828427122.781048582-.781048584 2.047378542-.781048584 2.828427122.0z%22 id=%22%E5%BD%A2%E7%8A%B6%E7%BB%93%E5%90%88%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)

關于印發《江蘇省醫用防護服醫用口罩注冊和生產許可辦事指南》的通知
蘇藥監審批便函[2020]27號
省局行政許可受理中心、各檢查分局、省醫療器械檢驗所、省局認證審評中心:
根據《醫療器械監督管理條例》《醫療器械注冊管理辦法》等法規規章要求,結合我省實際,我們制定了《江蘇省醫用防護服醫用口罩注冊和生產許可辦事指南》,經局行政審批專題會議通過。現印發給你們,請各單位認真貫徹執行。
《江蘇省醫用防護服醫用口罩注冊和生產許可辦事指南》全文由省局行政許可受理中心負責在省局官網對外發布。
省局行政審批處
2020年6月4日
附件:
江蘇省醫用防護服醫用口罩注冊和生產許可辦事指南
本指南依據《醫療器械監督管理條例》、《醫療器械注冊管理辦法》、《醫療器械生產監督管理辦法》、《國家食品藥品監督管理總局關于公布醫療器械注冊申報資料要求和批準證明文件格式的公告》(國家食品藥品監督管理總局2014年第43號)、《國家食品藥品監督管理總局關于印發境內第二類醫療器械注冊審批操作規范的通知》(食藥監械管〔2014〕209號)、《國家食品藥品監督管理總局關于印發一次性使用無菌注射器等25種醫療器械生產環節風險清單和檢查要點的通知》(食藥監械監〔2016〕37號)、《醫療器械生產質量管理規范》及相關附錄、檢查指導原則、《醫用口罩產品注冊技術審查指導原則》(國家食品藥品監督管理總局 2014年第7號)等文件及相關標準制定。
一、申請人申請
(一)網上申報
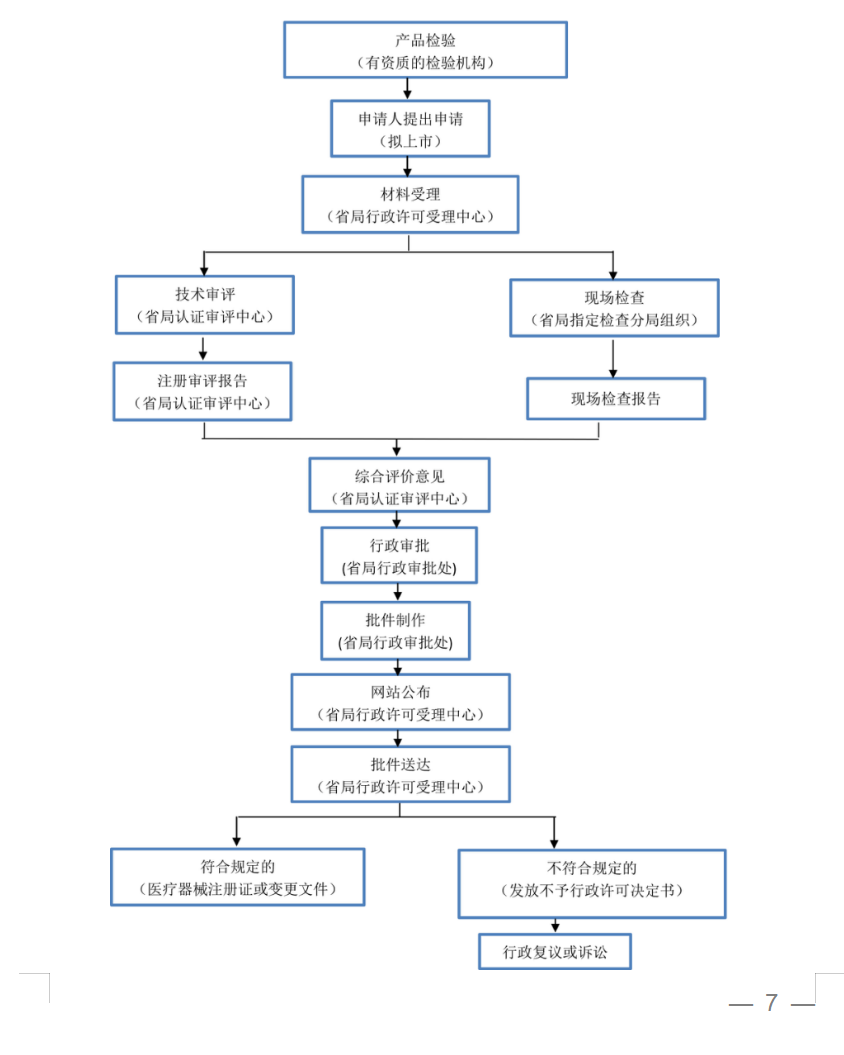
生產醫用防護服、醫用口罩的企業,應當按照《醫療器械注冊管理辦法》(國家食品藥品監督管理總局令第4號)申請第二類醫療器械注冊(流程圖見附件1),按照《醫療器械生產監督管理辦法》(國家食品藥品監督管理總局令第7號)申請醫療器械生產許可證(流程圖見附件2)。
江蘇省醫療器械審批系統已正式上線運行,自2020年5月29日起,申報全部轉為線上辦理。江蘇省醫療器械行政審批系統用戶手冊見《關于啟用江蘇省醫療器械行政審批系統的通告》(江蘇省藥品監督管理局2020年第6號)及省局認證審評中心2020年5月29日發布的《關于江蘇省醫療器械審評核查系統上線試運行的通告》。
(二)注冊申報要求
申請人按照《醫療器械注冊管理辦法》《關于公布醫療器械注冊申報資料要求和批準證明文件格式的公告》(國家國家食品藥品監督管理總局2014年第43號)要求申請注冊,注冊申報資料目錄見附件3。
申請醫用防護服、醫用口罩注冊,申請人應向國家藥監部門認可的、有醫療器械檢驗資質檢驗檢測機構或《市場監管總局公布獲國家級資質認定的醫療器械防護用品檢驗檢測機構名錄》及獲得省級市場監管部門資質認定的防疫用品檢驗檢測機構(在其承檢范圍內)中的檢驗機構申請注冊檢驗,并獲得符合產品技術要求的全性能檢驗報告。注冊審查時提出補充檢驗要求的,應在原檢驗機構進行檢驗。注冊檢驗樣品的生產應符合醫療器械質量管理體系的相關要求。
無菌產品和非無菌產品可按同一注冊單元申報,也可分別申報。同一品種同時申報無菌和非無菌的,企業應對無菌產品申請全性能檢驗,對非無菌產品申請微生物指標補充檢測。不同形狀的醫用防護口罩應分別進行密合性檢測。連身式和分身式醫用防護服應分別送檢。
生物相容性評價研究,應委托具有醫療器械檢驗資質認定或中國計量認證(CMA)且在其承檢范圍之內的生物學實驗室按照相關標準進行試驗。
注冊申報有關申請表及申報資料說明詳見江蘇省藥品監督管理局網站-辦事指南-第二類醫療器械產品注冊審批-第二類醫療器械擬上市產品注冊。
(三)生產許可申報要求
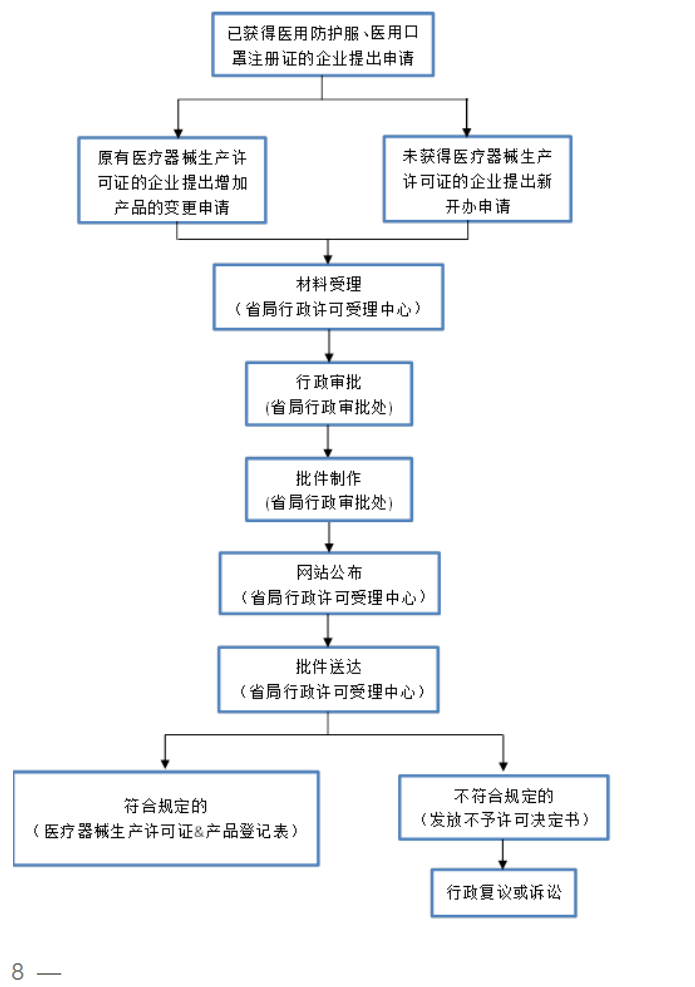
申請人取得《醫療器械注冊證》后,按照《醫療器械生產監督管理辦法》要求申請醫用防護服、醫用口罩《醫療器械生產許可證》核發或變更,生產許可證核發或變更申報資料目錄見附件4。
生產許可核發或變更有關申請表及申報資料說明詳見江蘇省藥品監督管理局網站-辦事指南--第二類第三類醫療器械生產許可-開辦第二類第三類醫療器械生產企業或醫療器械生產許可證許可事項變更。
二、質量管理體系核查
省局常州檢查分局組織質量管理體系核查,按照《醫療器械生產質量管理規范》(國家食品藥品監督管理總局2014年第64號)《醫療器械生產質量管理規范附錄無菌醫療器械》(國家食品藥品監督管理總局2015年第101號)實施,重點檢查企業的技術人員配備、設備設施、原材料采購控制、生產過程管理、出廠檢驗條件和能力、標簽標識管理等環節。檢查要點見《江蘇省醫用防護服審批現場檢查要點》(附件5)和《江蘇省醫用口罩審批現場檢查要點》(附件6)。
(一)生產環境。無菌醫用防護服應確定在十萬級潔凈區域,非無菌醫用防護服應確定在三十萬級潔凈區域。無菌醫用外科口罩、無菌醫用防護口罩生產應確定在十萬級潔凈區域;無菌一次性使用醫用口罩、非無菌醫用外科口罩、非無菌醫用防護口罩生產應確定在三十萬級潔凈區域;非無菌一次性使用醫用口罩生產應確定在受控區域。
(二)原材料控制。企業應具有穩定的原材料供貨渠道,提供與原材料供應商簽訂的購貨合同及原材料供應商提供的出廠檢測報告等。企業實際生產所用原材料與申報注冊送檢產品原材料應一致,供應商及原材料型號規格不得隨意更換,若發生變化,企業應重新審計供應商且進行相關研究驗證工作。
(三)生產管理。企業應具備醫用防護服、醫用口罩生產的設備設施,除環氧乙烷滅菌可以委托以外,其他工序原則上不得委外。經驗證或確認的關鍵工序和特殊過程的重要參數、設備不得隨意更改,若更改應做好有關設計開發變更的驗證和確認。每批產品均應有生產記錄,并滿足可追溯的要求。
依據醫用防護服標準GB 19082-2009、一次性使用醫用口罩標準YY/T 0969-2013、醫用外科口罩標準YY 0469-2011、醫用防護口罩標準GB 19083-2010,無菌醫用防護服、醫用口罩均應采用環氧乙烷滅菌。
(四)成品檢驗。成品檢驗應按照每一生產批進行,其中無菌產品的無菌檢測和環氧乙烷殘留量檢測應按照每一滅菌批進行。常規控制的進貨檢驗、過程檢驗和成品檢驗項目不得進行委托檢驗。
三、注冊審評審批
省局認證審評中心按照《江蘇省醫用一次性防護服技術審評要點》(附件7)、《江蘇省醫用口罩技術審評要點》(附件8),對申請人的注冊申報資料進行技術審評,結合質量管理體系核查情況出具綜合評價意見。經審評審批符合安全、有效要求的,省局頒發法定效期(5年)的《醫療器械注冊證》;不符合安全、有效要求的不予注冊。
四、生產許可審批
企業取得《醫療器械注冊證》后,一年內申請醫用防護服、醫用口罩《醫療器械生產許可證》核發或變更的,可提交醫用防護服、醫用口罩注冊質量管理體系核查報告免于質量管理體系核查;一年后申請《醫療器械生產許可證》,或企業生產條件(生產場地、主要質量管理人員、生產環境、生產工藝、生產設備、檢驗能力等)發生可能影響質量管理體系有效運行等變化的,需重新組織質量管理體系核查。省局對企業許可申報資料進行審核,符合要求的頒發法定效期(5年)的《醫療器械生產許可證》。持5年效期的醫用防護服、醫用口罩《醫療器械生產許可證》延續時的現場檢查也應符合《江蘇省醫用防護服審批現場檢查要點》和《江蘇省醫用口罩審批現場檢查要點》要求。
附件:1.江蘇省醫用防護服、醫用口罩注冊審評審批流程圖
2.江蘇省醫用防護服醫用口罩生產許可審批流程圖
3.江蘇省醫用防護服、醫用口罩注冊申報資料目錄
4.江蘇省醫用防護服醫用口罩生產許可證核發/變更申報資料目錄
5.江蘇省醫用防護服審批現場檢查要點
6.江蘇省醫用口罩審批現場檢查要點
7.江蘇省醫用一次性防護服技術審評要點
8.江蘇省醫用口罩技術審評要點
附件1
江蘇省醫用防護服、醫用口罩注冊審評審批流程圖
附件2
江蘇省醫用防護服醫用口罩生產許可審批流程圖
附件3
江蘇省醫用防護服、醫用口罩注冊申報資料目錄
申報資料一級標題 | 申報資料二級標題 |
1.申請表 | |
2.證明性文件 | 營業執照復印件 |
3.醫療器械安全有效基本要求清單 | |
4.綜述資料 | 4.1概述 4.2產品描述 4.3型號規格 4.4包裝說明 4.5適用范圍和禁忌癥 4.6其他需說明的內容 |
5.研究資料 | 5.1產品性能研究、原材料描述及性能研究(包括原材料采購合同復印件、原材料供應商出廠檢測報告) 5.2生物相容性評價研究 5.3滅菌和消毒工藝研究 5.4有效期和包裝研究 5.5其他 |
6.生產制造信息 | 6.1產品生產過程信息描述(如主要生產設備、檢驗設備、工藝流程等) 6.2生產場地(有潔凈車間的應提供潔凈車間環境檢驗合格報告) |
7.臨床評價資料 | |
8.產品風險分析資料 | |
9.產品技術要求 | 不得低于產品適用的國家標準/行業標準。 |
10.產品注冊檢驗報告 | 10.1注冊檢驗報告 10.2預評價意見 |
11.說明書和標簽樣稿 | 11.1說明書 11.2最小銷售單元的標簽樣稿 |
12.注冊質量管理體系核查申請表 | |
13.符合性聲明 |
注:注冊申報資料應有所提交的資料目錄,包括申報資料的一級和二級標題。每項二級標題對應的資料應單獨編制頁碼。
附件4
江蘇省醫用防護服醫用口罩生產許可證核發/變更申報資料目錄
一、江蘇省醫用防護服醫用口罩生產許可證核發申報資料目錄
1.醫療器械生產許可證申請表;
2.營業執照復印件;
3.醫用防護服或醫用口罩醫療器械注冊證及產品技術要求復印件;
4.法定代表人、企業負責人身份證明復印件、企業負責人任命文件;
5.質量負責人、生產、質量和技術部門負責人的身份、學歷、職稱證明復印件、工作簡歷;
6.生產管理、質量檢驗崗位從業人員學歷、職稱一覽表;
7.生產場地的證明文件(產權證明或租賃合同復印件、生產地址地理位置圖、廠區平面布局等),潔凈車間平面布局圖;
8.新建潔凈車間需提交省醫療器械所或省、市藥品檢驗所(院)一年內出具的潔凈車間環境檢驗合格報告。醫療器械生產企業(持5年效期醫療器械生產許可證)原潔凈車間升級改造的,可提交有資質機構出具的改造后潔凈車間環境檢驗合格報告或企業自檢報告。
9.主要生產設備目錄,檢驗設備目錄(應注明設備名稱、型號、廠家名稱、購進日期);
10.原材料、過程及成品檢驗規程;
11.詳細工藝流程圖(需注明主要生產方式、外購外協件、關鍵工序和特殊過程及各工序的生產環境等要求);
12.醫用防護服或醫用口罩注冊質量管理體系核查報告;
13經辦人授權證明及身份證復印件;
14.其他證明資料。
二、江蘇省醫用防護服醫用口罩生產許可證變更申報資料目錄
1.醫療器械生產許可證變更申請表;
2.營業執照復印件;
3.醫用防護服或醫用口罩醫療器械注冊證及產品技術要求復印件;
4.變更情況說明(包括變更事項及原因);
5.《醫療器械生產許可證》(含醫療器械生產產品登記表)(原件);
6.生產場地的證明文件(產權證明或租賃合同復印件、生產地址地理位置圖、廠區平面布局等),潔凈車間平面布局圖;
7.新建潔凈車間需提交省醫療器械所或省、市藥品檢驗所(院)一年內出具的潔凈車間環境檢驗合格報告。醫療器械生產企業(持5年效期醫療器械生產許可證)原潔凈車間升級改造的,可提交一年內有資質機構出具的潔凈車間環境檢驗合格報告或企業自檢報告。
8.主要生產設備目錄,檢驗設備目錄(應注明設備名稱、型號、廠家名稱、購進日期);
9.原材料、過程及成品檢驗規程;
10.詳細工藝流程圖(需注明主要生產方式、外購外協件、關鍵工序和特殊過程及各工序的生產環境等要求);
11.醫用防護服或醫用口罩注冊質量管理體系核查報告;
12.經辦人授權證明及身份證復印件;
13.其他證明資料。
附件5
江蘇省醫用防護服審批現場檢查要點
章節 | 條款 | 內容 |
機 構 和 人 員 | 1.1.1 | 應當建立與醫療器械生產相適應的管理機構,具備組織機構圖。 查看提供的質量手冊,是否包括企業的組織機構圖,是否明確各部門的相互關系。 |
1.1.2 | 應當明確各部門的職責和權限,明確質量管理職能。 查看企業的質量手冊,程序文件或相關文件,是否對各部門的職責權限做出規定;質量管理部門應當能獨立行使職能,查看質量管理部門的文件,是否明確規定對產品質量的相關事宜負有決策的權利。 | |
1.1.3 | 生產管理部門和質量管理部門負責人不得互相兼任。 查看公司的任職文件或授權文件并對照相關生產、檢驗等履行職責的記錄,核實是否與授權一致。 | |
1.2.1 | 企業負責人應當是醫療器械產品質量的主要責任人。 | |
1.2.2 | 企業負責人應當組織制定質量方針和質量目標。 查看質量方針和質量目標的制定程序、批準人員。 | |
1.2.3 | 企業負責人應當確保質量管理體系有效運行所需的人力資源、基礎設施和工作環境。 | |
1.2.4 | 企業負責人應當組織實施管理評審,定期對質量管理體系運行情況進行評估,并持續改進。 查看管理評審文件和記錄,核實企業負責人是否組織實施管理評審。 | |
*1.2.5 | 企業負責人應當確保企業按照法律、法規和規章的要求組織生產。 | |
1.3.1 | 企業負責人應當確定一名管理者代表。 查看管理者代表的任命文件。(法定代表人/企業負責人不能兼任管理者代表) | |
1.3.2 | 管理者代表應當負責建立、實施并保持質量管理體系,報告質量管理體系的運行情況和改進需求,提高員工滿足法規、規章和顧客要求的意識。 查看是否對上述職責做出明確規定。查看管理者代表報告質量管理體系運行情況和改進的相關記錄。 | |
1.4.1 | 技術、生產、質量管理部門負責人應當熟悉醫療器械法律法規,具有質量管理的實踐經驗,應當有能力對生產管理和質量管理中實際問題做出正確判斷和處理。 查看相關部門負責人的任職資格要求,是否對專業知識、工作技能、工作經歷做出規定;查看考核評價記錄,現場詢問,確定是否符合要求。 | |
1.5.1 | 應當配備與生產產品相適應的專業技術人員、管理人員和操作人員。 查看相關人員的資格要求。 | |
*1.5.2 | 應當具有相應的質量檢驗機構或專職檢驗人員 查看組織機構圖、部門職責要求、崗位人員任命等文件確認是否符合要求。(專職檢驗員不少于2人)。 | |
*1.6.1 | 從事影響產品質量工作的人員,應當經過與其崗位要求相適應的培訓,具有相關的理論知識和實際操作技能。 應當確定影響醫療器械質量的崗位,規定這些崗位人員所必須具備的專業知識水平、工作技能、工作經驗。查看培訓內容、培訓記錄和考核記錄,是否符合要求。 | |
1.7.1 | 凡在潔凈室(區)工作的人員應當定期進行衛生和微生物學基礎知識、潔凈作業等方面培訓。 查看培訓計劃和記錄:是否能夠證實對在潔凈室(區)工作的人員定期進行了衛生和微生物學基礎知識、潔凈技術等方面的培訓。 | |
1.7.2 | 臨時進入潔凈室(區)的人員,應當對其進行指導和監督。 查看是否制定了相關文件,對臨時進入潔凈室的人員 (包括外來人員)進出潔凈區/受控區的指導和監督作出了規定。 | |
1.8.1 | 應當建立對人員的清潔要求,制定潔凈室(區)工作人員衛生守則。 查看工作人員衛生守則,是否對人員清潔、進出程序、潔凈服的穿戴作出規定。 | |
1.8.2 | 人員進入潔凈室(區)應當按照程序進行凈化/清潔,并穿戴工作帽、口罩、潔凈工作服、工作鞋。 現場觀察人員進入潔凈室(區)是否按照程序進行凈化/清潔,并按規定正確穿戴工作帽、口罩、潔凈工作服、工作鞋或鞋套。 | |
1.8.3 | 裸手接觸產品的操作人員每隔一定時間應當對手再次進行消毒。裸手消毒劑的種類應當定期更換。 查看消毒劑配制或領用記錄,是否按要求定期更換裸手消毒劑的種類。 | |
1.9.1 | 應當制定人員健康要求,建立人員健康檔案。 查看人員健康要求的文件,是否對人員健康的要求做出規定,并建立人員健康檔案。 | |
1.9.2 | 直接接觸物料和產品的人員每年至少體檢一次。患有傳染性和感染性疾病的人員不得從事直接接觸產品的工作。 查看潔凈間直接接觸物料和產品的人員的體檢報告或健康證明,是否按規定時間進行體檢,患有傳染性和感染性疾病的人員未從事直接接觸產品的工作。 | |
1.10.1 | 應當明確人員服裝要求,制定潔凈工作服的管理規定。工作服及其質量應當與生產操作的要求及操作區的潔凈度級別相適應,其式樣和穿著方式應當能夠滿足保護產品和人員的要求。查看潔凈工作服的管理規定;現場觀察服裝的符合性及人員穿戴的符合性。 | |
1.10.2 | 潔凈工作服不得脫落纖維和顆粒性物質。 查看潔凈工作服是否選擇質地光滑、不易產生靜電、不脫落纖維和顆粒性物質的材料制作。 | |
廠 房 與 設 施 | 2.1.1 | 廠房與設施應當符合產品的生產要求。 |
*2.2.1 | 廠房與設施應當根據所生產產品的特性、工藝流程及相應的潔凈級別要求進行合理設計、布局和使用。 | |
2.2.2 | 生產環境應當整潔、符合產品質量需要及相關技術標準的要求。 | |
2.2.3 | 產品有特殊要求的,應當確保廠房的外部環境不能對產品質量產生影響,必要時應當進行驗證。 | |
2.3.1 | 廠房應當確保生產和貯存產品質量以及相關設備性能不會直接或間接地受到影響。 | |
2.3.2 | 廠房應當有適當的照明、溫度、濕度和通風控制條件。 | |
2.4.1 | 廠房與設施的設計和安裝應當根據產品特性采取必要措施,設置防塵、防止昆蟲和其他動物進入的設施。 現場查看是否配備了相關設施。 | |
2.4.2 | 對廠房與設施的維護和維修不應影響產品質量。 | |
2.5.1 | 生產區應當有足夠空間,并與產品生產規模、品種相適應。 | |
2.6.1 | 倉儲區應當能夠滿足原材料、包裝材料、中間品、產品等貯存條件和要求。 | |
2.6.2 | 倉儲區應當按照待驗、合格、不合格、退貨或召回等進行有序、分區存放各類材料和產品,便于檢查和監控。 現場查看是否設置了相關區域并進行了標識,對各類物料是否按規定區域存放,應當有各類物品的貯存記錄。 | |
*2.7.1 | 應當配備與產品生產規模、品種、檢驗要求相適應的檢驗場所和設施。 對照產品生產工藝的要求和產品檢驗要求以及檢驗方法,核實企業是否具備相關檢測條件。 | |
2.8.1 | 應當有整潔的生產環境。廠區的地面、路面周圍環境及運輸等不應對無菌醫療器械的生產造成污染。廠區應當遠離有污染的空氣和水等污染源的區域。 現場查看生產環境,應當整潔、無積水和雜草。廠區的地面、路面周圍環境及運輸等不應對產品的生產造成污染。檢查地面、道路平整情況及減少露土、揚塵的措施和廠區的綠化,以及垃圾、閑置物品等的存放情況。 | |
2.8.2 | 行政區、生活區和輔助區的總體布局應當合理,不得對生產區有不良影響。 | |
*2.9.1 | 應當根據所生產的醫療器械的質量要求,確定在相應級別潔凈室(區)內進行生產的過程,避免生產中的污染。無菌醫用一次性防護服應在100000級潔凈室(區)生產;非無菌醫用一次性防護服應在300000級潔凈室(區)生產。 查看相關文件,是否明確了生產過程的潔凈度級別;現場查看是否在相應級別潔凈室(區)內進行生產,是否能避免生產中的污染。 | |
2.9.2 | 空氣潔凈級別不同的潔凈室(區)之間的靜壓差應大于5帕,潔凈室(區)與室外大氣的靜壓差應大于10帕,并應有指示壓差的裝置。 現場查看是否配備了指示壓差的裝置,空氣潔凈級別不同的潔凈室(區)之間以及潔凈室(區)與室外大氣的靜壓差是否符合要求。 | |
2.9.3 | 防護服產品和其他產品在相同潔凈級別的同一潔凈車間生產時,應確保不同功能區域(操作間)之間保持適當的壓差梯度。 現場查看相同潔凈級別的不同功能區域(操作間),污染程度高的區域(如防護服生產車間)應當與其相鄰區域保持適當的壓差梯度。 | |
2.13.1 | 與產品使用表面直接接觸、不需清潔處理即使用的初包裝材料,其生產環境潔凈度級別的設置應當遵循與產品生產環境的潔凈度級別相同的原則,使初包裝材料的質量滿足所包裝產品的要求。 | |
2.15.1 | 潔凈工作服清洗干燥間、潔具間、專用工位器具的末道清潔處理與消毒的區域的空氣潔凈度級別可低于生產區一個級別,但不得低于300000級。 | |
2.16.1 | 潔凈室(區)應當按照醫療器械的生產工藝流程及所要求的空氣潔凈度級別進行合理布局,人流、物流走向應當合理。同一潔凈室(區)內或相鄰潔凈室(區)間的生產操作不得互相交叉污染。 現場查看潔凈室(區)的人流、物流走向是否合理,是否能夠避免交叉污染。 潔凈室(區)和非潔凈室(區)之間應有緩沖設施。 | |
2.17.1 | 潔凈室(區)空氣潔凈度級別指標應當符合醫療器械相關行業標準的要求。 查看環境檢測報告,是否符合選定級別的標準(YY0033)要求。 | |
2.18.1 | 潔凈室(區)的溫度和相對濕度應當與產品生產工藝要求相適應。無特殊要求時,溫度應當控制在18~28℃,相對濕度控制在45%~65%。 現場查看溫濕度裝置及記錄,是否符合要求。 | |
2.19.1 | 進入潔凈室(區)的管道、進回風口布局應當合理,水、電、氣輸送線路與墻體接口處應當可靠密封,照明燈具不得懸吊。 | |
2.20.1 | 潔凈室(區)內操作臺應當光滑、平整、不脫落塵粒和纖維,不易積塵并便于清潔處理和消毒。 | |
2.21.1 | 生產廠房應當設置防塵、防止昆蟲和其他動物進入的設施。 | |
2.21.2 | 潔凈室(區)的門、窗及安全門應當密閉,潔凈室(區)的門應當向潔凈度高的方向開啟,潔凈室(區)的內表面應當便于清潔,不受清潔和消毒的影響。 | |
2.21.4 | 潔凈室(區)內,水池或地漏應當有適當的設計和維護,并安裝易于清潔且帶有空氣阻斷功能的裝置以防倒灌,同外部排水系統的連接方式應當能夠防止微生物的侵入。若存在100級潔凈室(區)不得設置地漏。 | |
2.22.1 | 潔凈室(區)內使用的壓縮空氣等工藝用氣均應當經過凈化處理。 現場查看工藝用氣的凈化處理裝置及管路設置,工藝用氣是否經過凈化處理。 | |
2.23.1 | 潔凈室(區)內的人數應當與潔凈室(區)面積相適應。 查看驗證記錄,是否對現場工作人員數量上限進行驗證,確認能夠滿足潔凈控制要求。核實現場工作人員數量并查看相關記錄,不應超過驗證時所確認的現場工作人員數量上限。 | |
設 備 | *3.1.1 | 應當配備與所生產產品和規模相匹配的如裁剪、縫紉、熱封壓膠、包裝等相應工序匹配的生產設備、工藝裝備,應當確保有效運行。 對照生產工藝流程圖,查看設備清單,所列設備是否滿足生產需要;核查現場設備是否與設備清單相關內容一致;應當制定設備管理制度。尤其針對不同尺寸規格的產品要核查企業是否配備相應的裁剪樣片。 |
3.2.1 | 生產設備的設計、選型、安裝、維修和維護應當符合預定用途,便于操作、清潔和維護。 查看生產設備驗證記錄,確認是否滿足預定要求。現場查看生產設備是否便于操作、清潔和維護。 | |
3.2.2 | 生產設備應當有明顯的狀態標識,防止非預期使用。 現場查看生產設備標識。 | |
3.2.3 | 應當建立主要生產設備使用、清潔、維護和維修的操作規程,并保存相應的設備操作記錄。 | |
*3.3.1 | 應當配備與產品檢驗要求相適應的檢驗儀器和設備,主要檢驗儀器和設備應當具有明確的操作規程。 對照產品檢驗要求和檢驗方法,核實企業是否具備相關檢測設備。主要檢測設備是否制定了操作規程。(主要檢測儀器清單見附件1) | |
3.4.1 | 應當建立檢驗儀器和設備的使用記錄,記錄內容應當包括使用、校準、維護和維修等情況。 | |
3.5.1 | 應當配備適當的計量器具,計量器具的量程和精度應當滿足使用要求,計量器具應當標明其校準有效期,保存相應記錄。 查看計量器具的校準記錄,確定是否在有效期內使用。 | |
3.6.1 | 生產設備、工藝裝備和工位器具應當符合潔凈環境控制和工藝文件的要求。 | |
3.7.1 | 潔凈室(區)空氣凈化系統應當經過確認并保持連續運行,維持相應的潔凈度級別,并在一定周期后進行再確認。 查看潔凈室(區)空氣凈化系統的確認和再確認記錄。 | |
3.7.2 | 若停機后再次開啟空氣凈化系統,應當進行必要的測試或驗證,以確認仍能達到規定的潔凈度級別要求。 如果潔凈室(區)空氣凈化系統不連續使用,應當通過驗證明確潔凈室(區)空氣凈化系統重新啟用的要求,并查看每次啟用空氣凈化系統前的操作記錄是否符合控制要求。 如果未進行驗證,在停機后再次開始生產前應當對潔凈室(區)的環境參數進行檢測,確認達到相關標準要求。 | |
*3.8.1 | 應當確定所需要的工藝用水。當生產過程中使用工藝用水時,應當配備相應的制水設備,并有防止污染的措施,用量較大時應當通過管道輸送至潔凈室(區)的用水點。工藝用水應當滿足產品質量的要求。 | |
3.9.1 | 應當制定工藝用水的管理文件,工藝用水的儲罐和輸送管道應當滿足產品要求,并定期清洗、消毒。 現場查看工藝用水的儲罐和輸送管道應當用不銹鋼或其他無毒材料制成,應當定期清洗、消毒并進行記錄。 | |
3.10.1 | 與物料或產品直接接觸的設備、工藝裝備及管道表面應當光潔、平整、無顆粒物質脫落、無毒、耐腐蝕,不與物料或產品發生化學反應和粘連,易于清潔處理、消毒或滅菌。 | |
文 件 管 理 | *4.1.1 | 應當建立健全質量管理體系文件,包括質量方針和質量目標、質量手冊、程序文件、技術文件和記錄,以及法規要求的其他文件。 質量方針應當在企業內部得到溝通和理解;應當在持續適宜性方面得到評審。質量目標應當與質量方針保持一致;應當根據總的質量目標,在相關職能和層次上進行分解,建立各職能和層次的質量目標;應當包括滿足產品要求所需的內容;應當可測量、可評估;應當有具體的方法和程序來保障。 |
4.1.2 | 質量手冊應當對質量管理體系作出規定。 查看企業的質量手冊,應當包括企業質量目標、組織機構及職責、質量體系的適用范圍和要求。 | |
4.1.3 | 程序文件應當根據產品生產和質量管理過程中需要建立的各種工作程序而制定,包含本規范所規定的各項程序文件。 | |
*4.1.4 | 技術文件應當包括產品技術要求及相關標準、生產工藝規程、作業指導書、檢驗和試驗操作規程、安裝和服務操作規程等相關文件。 | |
4.2.1 | 應當建立文件控制程序,系統地設計、制定、審核、批準和發放質量管理體系文件。 | |
4.2.2 | 文件的起草、修訂、審核、批準、替換或撤銷、復制、保管和銷毀等應當按照控制程序管理,并有相應的文件分發、撤銷、復制和銷毀記錄。 | |
4.2.3 | 文件更新或修訂時應當按照規定評審和批準,能夠識別文件的更改和修訂狀態。 查看相關記錄確認文件的更新或修訂是否經過評審和批準;其更改和修訂狀態是否能夠得到識別。 | |
4.2.4 | 分發和使用的文件應當為適宜的文本,已撤銷或作廢的文件應當進行標識,防止誤用。 到工作現場抽查現場使用的文件,確認是否是有效版本。作廢文件是否明確標識。 | |
4.3.1 | 應當確定作廢的技術文件等必要的質量管理體系文件的保存期限,滿足產品維修和產品質量責任追溯等需要。 保存期限應當不少于企業所規定的醫療器械壽命期。 | |
4.4.1 | 應當建立記錄控制程序,包括記錄的標識、保管、檢索、保存期限和處置要求等。 | |
4.4.2 | 記錄應當保證產品生產、質量控制等活動可追溯性。 | |
4.4.3 | 記錄應當清晰、完整,易于識別和檢索,防止破損和丟失。 | |
4.4.4 | 記錄不得隨意涂改或銷毀,更改記錄應當簽注姓名和日期,并使原有信息仍清晰可辨,必要時,應當說明更改的理由。 | |
4.4.5 | 記錄的保存期限至少相當于生產企業所規定的醫療器械的壽命期,但從放行產品的日期起不少于2年,或符合相關法規要求,并可追溯。 | |
設計開發 | 5.1.1 | 應當建立設計控制程序并形成文件,對醫療器械的設計和開發過程實施策劃和控制。 查看設計控制程序文件,應當清晰、可操作,能控制設計開發過程,至少包括以下內容: 1.設計和開發的各個階段的劃分; |
5.2.1 | 在進行設計和開發策劃時,應當確定設計和開發的階段及對各階段的評審、驗證、確認和設計轉換等活動,應當識別和確定各個部門設計和開發的活動和接口,明確職責和分工。 查看設計和開發策劃資料,應當根據產品的特點,對設計開發活動進行策劃,并將策劃結果形成文件。至少包括以下內容: 3.應當識別和確定各個部門設計和開發的活動和接口,明確各階段的人員或組織的職責、評審人員的組成,以及各階段預期的輸出結果; 應當按照策劃實施設計和開發,當偏離計劃而需要修改計劃時,應當對計劃重新評審和批準。 | |
5.3.1 | 設計和開發輸入應當包括預期用途規定的功能、性能和安全要求、法律法規、國家標準、行業標準、風險管理控制措施和其他要求。 | |
5.3.2 | 應當對設計和開發輸入進行評審并得到批準,保持相關記錄。 | |
*5.4.1 | 設計和開發輸出應當滿足輸入要求,包括采購、生產和服務所需的相關信息、產品技術要求等。 查看設計和開發輸出資料,至少符合以下要求: 1.采購信息,如原材料、包裝材料要求; 2.生產和服務所需的信息,如各部位樣片,裁剪、縫紉、熱封壓膠、滅菌指導書、環境要求等; 3.產品技術要求; 4.產品檢驗規程或指導書; 5.規定產品的安全和正常使用所必須的產品特性,如產品使用說明書、包裝和標簽要求等。產品使用說明書是否與注冊申報和批準的一致; 6.標識和可追溯性要求; 7.提交給注冊審批部門的文件,如研究資料、產品技術要求、注冊檢驗報告、臨床評價資料(如有)、醫療器械安全有效基本要求清單等; 8.樣機或樣品; 9.生物學評價結果和記錄,包括材料的主要性能要求。 | |
5.4.2 | 設計和開發輸出應當得到批準,保持相關記錄。 | |
5.5.1 | 應當在設計和開發過程中開展設計和開發到生產的轉換活動,以使設計和開發的輸出在成為最終產品規范前得以驗證,確保設計和開發輸出適用于生產。 查看相關文件,至少符合以下要求: 1.應當在設計和開發過程中開展設計轉換活動以解決可生產性、部件及材料的可獲得性、所需的生產設備、操作人員的培訓等; 2.設計轉換活動應當將產品的每一技術要求正確轉化成與產品實現相關的具體過程或程序; 3.設計轉換活動的記錄應當表明設計和開發輸出在成為最終產品規范前得到驗證,并保留驗證記錄,以確保設計和開發的輸出適于生產; 4.應當對特殊過程的轉換進行確認,確保其結果適用于生產,并保留確認記錄。 | |
5.6.1 | 應當在設計和開發的適宜階段安排評審,保持評審結果及任何必要措施的記錄。 查看相關文件和記錄,至少符合以下要求: 1.應當按設計開發策劃的結果,在適宜的階段進行設計和開發評審; 2.應當保持設計和開發評審記錄,包括評審結果和評審所采取必要措施的記錄。 | |
5.7.1 | 應當對設計和開發進行驗證,以確保設計和開發輸出滿足輸入的要求,并保持驗證結果和任何必要措施的記錄。 查看相關文件和記錄,至少符合以下要求: 1.應當結合策劃的結果,在適宜的階段進行設計和開發驗證,確保設計開發輸出滿足輸入的要求; 2.應當保持設計和開發驗證記錄、驗證結果和任何必要措施的記錄; 3.若設計和開發驗證采用的是可供選擇的計算方法或經證實的設計進行比較的方法,應當評審所用的方法的適宜性,確認方法是否科學和有效。 | |
5.8.1 | 應當對設計和開發進行確認,以確保產品滿足規定的使用要求或者預期用途的要求,并保持確認結果和任何必要措施的記錄。 查看相關文件和記錄,至少符合以下要求: 1.應當在適宜階段進行設計和開發確認,確保產品滿足規定的使用要求或預期用途的要求; 2.設計和開發確認活動應當在產品交付和實施之前進行; 3.應當保持設計和開發確認記錄,包括臨床評價或臨床試驗的記錄,保持確認結果和任何必要措施的記錄。 | |
5.9.1 | 確認可采用臨床評價或者性能評價。進行臨床試驗時應當符合醫療器械臨床試驗法規的要求。 查看臨床評價報告及其支持材料。若開展臨床試驗應當符合法規要求,并提供相應的證明材料。對于需要進行臨床評價或性能評價的醫療器械,應當能夠提供評價報告和(或)材料。 | |
5.10.1 | 應當對設計和開發的更改進行識別并保持記錄。(如設備、原材料供應商/生產企業、無紡布型號規格、工藝發生變化、檢驗機構對受檢樣品提出了整改要求等) | |
5.10.2 | 必要時,應當對設計和開發更改進行評審、驗證和確認,并在實施前得到批準。 查看設計和開發更改的評審記錄,至少符合以下要求: 1. 應當包括更改對產品組成部分和已交付產品的影響; 2. 設計和開發更改的實施應符合醫療器械產品注冊的有關規定; 設計更改的內容和結果涉及到改變醫療器械產品注冊證所載明的內容時,企業應當進行風險分析,并按照相關法規的規定,申請變更注冊,以滿足法規的要求。 | |
*5.10.3 | 當選用的材料、零件或者產品功能的改變可能影響到醫療器械產品安全性、有效性時,應當評價因改動可能帶來的風險,必要時采取措施將風險降低到可接受水平,同時應當符合相關法規的要求。 | |
5.11.1 | 應當在包括設計和開發在內的產品實現全過程中,制定風險管理的要求并形成文件,保持相關記錄。 查看風險管理文件和記錄,至少符合以下要求: 1.風險管理應當覆蓋企業開發的產品實現的全過程; 2.應當建立對醫療器械進行風險管理的文件,保持相關記錄,以確定實施的證據; 3.應當將醫療器械產品的風險控制在可接受水平。 | |
5.12.1 | 生產企業滅菌的,應明確滅菌工藝(方法和參數)和無菌保證水平(SAL),并提供滅菌確認報告。(無菌產品適用) | |
5.13.1 | 如滅菌使用的方法容易出現殘留,應當明確殘留物信息及采取的處理方法。(無菌產品適用) | |
采購 | *6.1.1 | 應當建立采購控制程序。 采購程序內容至少包括:采購流程、合格供應商的選擇、評價和再評價規定、采購物品檢驗或驗證的要求、采購記錄的要求。 |
*6.1.2 | 應當確保采購物品符合規定的要求,且不低于法律法規的相關規定和國家強制性標準的相關要求。 | |
6.2.1 | 應當根據采購物品對產品的影響,確定對采購物品實行控制的方式和程度。 查看對采購物品實施控制方式和程度的規定,核實控制方式和程度能夠滿足產品要求。 | |
6.3.1 | 應當建立供應商審核制度,對供應商進行審核評價。必要時,應當進行現場審核。 是否符合《醫療器械生產企業供應商審核指南》的要求。 | |
6.3.2 | 應當保留供方評價的結果和評價過程的記錄。 | |
*6.4.1 | 應當與主要原材料供應商(聚丙烯材質復合面料(或其他材質)、膠條、初包裝)簽訂質量協議,明確雙方所承擔的質量責任。 | |
6.5.1 | 采購時應當明確采購信息,清晰表述采購要求,包括采購物品類別、驗收準則、規格型號、規程、圖樣等內容。 從采購清單中抽查相關采購物品的采購要求,確認是否符合要求。 | |
6.5.2 | 應當建立采購記錄,包括采購合同、原材料清單、供應商資質證明文件、質量標準、檢驗報告及驗收標準等。 面料質量要求主要有外觀、尺寸、液體阻隔功能(含防水性、透濕量、合成血液穿透、沾水等級)、斷裂強力、斷裂伸長率、過濾效率、阻燃性能、抗靜電性。 | |
*6.5.3 | 采購記錄應當滿足可追溯要求。 核查主要原材料購入時間或供貨時間與樣品試生產時間是否對應,購入量是否滿足樣品試生產的需求,應當有檢驗報告。 | |
*6.6.1 | 應當對采購物品進行檢驗或驗證,需要進行生物學評價的材料,采購物品應當與經生物學評價的材料相同。 查看采購物品的檢驗或驗證記錄,是否對面料外觀、尺寸、液體阻隔功能(含防水性、透濕量、合成血液穿透、沾水等級)、斷裂強力、斷裂伸長率、過濾效率、阻燃性能、抗靜電性進行了檢驗或驗證。核對送檢產品所需的無紡布原材料是否與現場一致,提供原材料或成品生物學評價材料,是否符合要求。 | |
6.8.1 | 無菌醫療器械的初包裝材料應當適用于所用的滅菌過程或無菌加工的包裝要求,并執行相應法規和標準的規定,確保在包裝、運輸、貯存和使用時不會對產品造成污染。(無菌產品適用) 查看企業對所用的初包裝材料進行選擇和/或確認的資料; | |
6.8.2 | 應當根據產品質量要求確定所采購初包裝材料的初始污染菌可接受水平并形成文件,按照文件要求對采購的初包裝材料進行進貨檢驗并保持相關記錄。(無菌產品適用) 查看采購文件是否確定了所采購初包裝材料的初始污染菌可接受水平;查看進貨檢驗記錄,是否符合文件要求。 | |
生 產 管 理 | *7.1.1 | 應當按照建立的質量管理體系進行生產,以保證產品符合GB 19082-2009《醫用一次性防護服技術要求》和經注冊的產品技術要求。 |
*7.2.1 | 應當編制生產工藝規程、作業指導書等,明確關鍵工序和特殊過程。 查看相關文件,是否明確關鍵工序和特殊過程。對關鍵工序和特殊過程的重要參數是否做驗證或確認的規定。一般裁剪、縫紉為關鍵工序,熱封壓膠、封口、滅菌為特殊過程。 | |
7.3.1 | 應當明確面料、膠條、輔料的清潔消毒方法和要求,并對清潔消毒效果進行驗證。 | |
7.4.1 | 應當根據YY0033要求對潔凈室(區)進行監測,并保存記錄。 | |
7.5.1 | 應當對生產的特殊過程進行確認,并保存記錄,包括確認方案,確認方法、操作人員、結果評價、再確認等內容。 | |
7.5.2 | 生產過程中采用的計算機軟件對產品質量有影響的,應當進行驗證和確認。 查看企業打版控制軟件的確認記錄。 | |
*7.6.1 | 每批產品均應當有生產記錄,并滿足可追溯的要求。 首次注冊可重點核對注冊檢驗所用樣品的批記錄,檢驗報告中的送檢樣品批號及型號規格、送檢時間、檢驗依據、檢驗結論、關鍵原材料等信息,及后附檢驗樣品照片、標簽等信息,應當與生產批記錄、產品留樣相符并可追溯。 | |
7.6.2 | 生產記錄應當包括:產品名稱、規格型號、原材料批號、生產批號或產品編號、生產日期、數量、主要設備、工藝參數、操作人員等內容。 | |
7.7.1 | 應當建立產品標識控制程序,用適宜的方法對產品進行標識,以便識別,防止混用和錯用。 | |
*7.8.1 | 應當在生產過程中標識產品的檢驗狀態,防止不合格中間產品流向下道工序。 查看是否對檢驗狀態標識方法做出規定,現場查看生產過程中的檢驗狀態標識,是否符合文件規定。 | |
*7.9.1 | 應當建立產品的可追溯性程序,規定產品追溯范圍、程度、標識和必要的記錄。鼓勵生產企業采取條形碼、二維碼等現代化方式進行產品追溯。 面料、膠條應追溯到生產企業及批號/編號;其他原材料應至少追溯到生產企業。 | |
*7.10.1 | 產品的說明書、標簽應當符合相關法律法規及標準要求。 | |
7.11.1 | 應當建立產品防護程序,規定產品及其組成部分的防護要求,包括污染防護、靜電防護、粉塵防護、腐蝕防護、運輸防護等要求。防護應當包括標識、搬運、包裝、貯存和保護等。 現場查看產品防護程序是否符合規范要求;現場查看并抽查相關記錄,確認產品防護符合要求。 | |
7.12.1 | 生產過程中熱封壓膠工序的操作工人應配備必要的防護措施,進行有效控制。 | |
7.13.1 | 應當制定潔凈室(區)的衛生管理文件,按照規定對潔凈室(區)進行清潔處理和消毒,并保留記錄。 查看潔凈室(區)工藝衛生管理文件和記錄,工藝衛生管理文件應當包含下列內容: 1.設備清潔規定;2.工裝模具清潔規定;3.工位器具清潔規定; 4.物料清潔規定;5.操作臺、場地、墻壁、頂棚清潔規定; 6.清潔工具的清潔及存放規定;7.潔凈室(區)空氣消毒規定;8.消毒劑選擇、使用的管理規定。 現場查看潔凈室(區)內的清潔衛生工具,是否使用無脫落物、易清洗、易消毒,是否按用途分類使用,不同潔凈室(區)的清潔工具不得跨區使用。 | |
7.13.2 | 所用的消毒劑或消毒方法不得對設備、工藝裝備、物料和產品造成污染。 查看相關文件,是否對消毒劑或消毒方法做出規定,應包括消毒劑品種、使用時間、頻次、更換周期等內容,應保留相關的記錄。 應當對所選擇的消毒方法、選用的消毒劑進行效果評價或驗證;所用的消毒劑或消毒方法不應當對設備、工藝裝備、物料和產品造成污染。 現場查看所使用的消毒劑是否符合文件規定,是否按期進行更換。 | |
7.13.3 | 消毒劑品種應當定期更換,防止產生耐藥菌株。 | |
7.15.1 | 應當制定工位器具的管理文件,所選用的工位器具應當能避免產品在存放和搬運中被污染和損壞。 查看工位器具的管理文件,是否符合要求。 現場查看工位器具是否滿足產品防護要求,表面是否光潔、平整、易于清洗和消毒、無物質脫落;是否能夠避免產品在存放和搬運中被污染和損壞;工位器具是否按區域存放,不同區域的工位器具是否嚴格區別和分開,有明顯標識。 | |
7.16.1 | 進入潔凈室(區)的物品,包括原料和零配件等必須按程序進行凈化處理。 查看進入潔凈室(區)的物品,包括原料和零配件的凈化程序及其設施,凈化程序和設施是否能有效去除生產過程中的物品,包括原料和零配件等的污染物。 | |
7.17.1 | 應當建立清場的管理規定,以防止產品的交叉污染,并作好清場記錄。 是否根據生產工藝制定清場的管理規定及記錄。 現場查看上次生產遺留物的處理是否符合規定。 | |
7.18.1 | 應當建立批號管理規定,明確生產批號和滅菌批號的關系,規定每批產品應形成的記錄。 查看是否建立了批號管理文件,是否明確了原材料批、生產批、滅菌批、中間品批等批號的編寫方法,規定生產批和滅菌批組批方法,是否明確了生產批號和滅菌批號的關系,生產批的劃分是否符合企業相關文件的規定。是否明確了每批應形成的記錄。 注:生產批是指同一批原材料、同一工藝條件下連續生產出的產品。 滅菌批是指在同一滅菌柜內、同一工藝條件下滅菌的具有相同無菌保證水平的產品。 | |
7.20.1 | 應當建立無菌醫療器械滅菌過程確認程序并形成文件。(無菌產品適用) 查看滅菌過程確認的程序文件,是否符合要求。 | |
*7.20.2 | 滅菌過程應當按照相關標準要求在初次實施前進行確認,必要時再確認,并保持滅菌過程確認記錄。(無菌產品適用) 在初次對產品進行滅菌前,是否對滅菌過程進行確認。在產品、滅菌設備、工藝參數等發生變化時是否對滅菌過程進行再確認。 滅菌過程或無菌加工過程的確認是否符合GB18279《醫療保健產品滅菌環氧乙烷第1部分:醫療器械滅菌過程的開發、確認和常規控制要求》的規定,記錄或報告是否經過評審和批準。是否保持了滅菌過程確認的記錄。 通過滅菌確認,確定初包裝及產品的初始污染菌可接受水平。 | |
7.21.1 | 應當制定滅菌過程控制文件,保持每一滅菌批的滅菌過程參數記錄,滅菌記錄應當可追溯到產品的每一生產批。(無菌產品適用) 查看滅菌過程控制文件,這些文件應包括:滅菌工藝文件;滅菌設備操作規程;滅菌設備的維護、保養規定;適用時應包括環氧乙烷進貨及存放控制;滅菌過程的確認和再確認。 現場查看滅菌設備的過程參數和相關記錄,是否符合經確認的滅菌工藝,滅菌設備是否有自動監測及記錄裝置,滅菌過程和參數記錄是否完整、齊全,有可追溯性。 若企業委外滅菌,至少應要求對方提供每一滅菌批的滅菌過程參數記錄。 | |
7.23.1 | 應當根據對產品質量影響的程度規定各種無菌醫療器械產品和材料的貯存條件,貯存場所應當具有相應的環境監控設施,應當控制和記錄貯存條件,貯存條件應當在標簽或使用說明書中注明。(無菌產品適用) | |
質 量 控制 | 8.1.1 | 應當建立質量控制程序,規定產品檢驗部門、人員、操作等要求。 查看質量控制程序,是否對產品的檢驗部門職責、人員資質、檢驗操作規程等做出規定。 |
8.1.2 | 應當規定檢驗儀器和設備的使用、校準等要求,以及產品放行的程序。 查看質量控制程序,是否對檢驗儀器、設備的使用和校準做出規定。 | |
8.2.1 | 應當定期對檢驗儀器和設備進行校準或檢定,并予以標識。 查看檢驗儀器和設備是否按照規定實施了校準或檢定,是否進行了標識。 | |
8.2.2 | 應當規定檢驗儀器和設備在搬運、維護、貯存期間的防護要求,防止檢驗結果失準。 | |
8.2.3 | 當發現檢驗儀器和設備不符合要求時,應當對以往檢驗結果進行評價,并保存相關記錄。 查看設備使用、維護記錄,當檢驗儀器設備不符合要求的情況,是否對以往檢測的結果進行了評價,并保存相關記錄。 | |
8.2.4 | 對用于檢驗的計算機軟件,應當進行驗證和確認。 | |
*8.3.1 | 應當根據強制性標準以及經注冊或者備案的產品技術要求制定產品的檢驗規程,并出具相應的檢驗報告或證書。 查看產品檢驗規程是否涵蓋強制性標準以及經注冊或者備案的產品技術要求的性能指標;確認檢驗記錄是否能夠證實產品符合要求;查看是否根據檢驗規程及檢驗結果出具相應的檢驗報告或證書。 | |
8.3.2 | 需要常規控制的進貨檢驗(如外觀、結構與尺寸、液體阻隔功能(含防水性、透濕量、合成血液穿透、沾水等級)、斷裂強力、斷裂伸長率、阻燃性能)、過程檢驗和成品檢驗項目不得進行委托檢驗。 | |
*8.4.1 | 每批產品均應當有批檢驗記錄,并滿足可追溯要求。 | |
8.4.2 | 檢驗記錄應當包括進貨檢驗、過程檢驗和成品檢驗的檢驗記錄、檢驗報告或證書等。檢驗要求應當不低于GB 19082-2009《醫用一次性防護服技術要求》。 成品檢驗項目至少應當包括:(1)外觀(2)結構與尺寸(3)液體阻隔功能(含抗滲水性、透濕量、抗合成血液穿透性、表面抗濕性)(4)斷裂強力(5)斷裂伸長率(6)過濾效率(7)阻燃性能(若適用)(8)抗靜電性(9)靜電衰減性能(若適用)(10)微生物指標(11)環氧乙烷殘留量(無菌產品) | |
*8.5.1 | 應當規定產品放行程序、條件和放行批準要求。 查看產品放行程序,是否明確了放行的條件和放行批準的要求。應當規定有權放行產品人員及其職責權限,并應當保持批準的記錄。 | |
8.5.2 | 放行的產品應當附有合格證明。 | |
8.6.1 | 應當根據產品和工藝特點制定留樣管理規定,按規定進行留樣,并保持留樣觀察記錄。 | |
*8.7.1 | 應當具備無菌、微生物限度和陽性對照的檢測能力和條件。 現場查看是否具備無菌、微生物限度和陽性對照的檢測條件,是否配備了相應的設備、檢測人員以及相關的培養基和試劑(設備有:超凈工作臺、培養箱、壓力蒸汽滅菌器、生物安全柜等。主要培養基、試劑、對照菌種清單見附件2)。 | |
8.8.1 | 應當對工藝用水進行監控和定期檢測,并保持監控記錄和檢測報告。 查看是否有工藝用水管理規定,工藝用水檢測項目和檢測要求是否符合相應級別的水質要求,是否規定了取樣點和檢測的頻次等內容。 現場查看生化實驗室是否有用于工藝用水檢驗的有關設備、器具、試劑及儲存環境,試劑如為自行制備,是否標識試劑名稱、制備人、制備日期以及有效期等信息。 查看工藝用水監控記錄、檢測報告是否符合文件的規定要求。 | |
8.9.1 | 應當按照醫療器械相關行業標準要求對潔凈室(區)的塵粒、浮游菌或沉降菌、換氣次數或風速、靜壓差、溫度和相對濕度進行定期檢(監)測,并保存檢(監)測記錄。 查看潔凈室(區)的監測記錄,檢查項目和檢測周期是否符合YY0033標準要求。 現場查看使用的培養基是否符合GB/T 16294-2010中規定的要求。 現場查看是否配備了塵埃粒子計數器、風速儀(或風量罩)、溫濕度計、壓差計等設備,是否經過檢定或校準,是否在有效期內。 現場查看壓差、溫濕度等是否符合文件規定要求。 | |
8.10.1 | 應當根據產品質量要求確定產品的初始污染菌的控制水平并形成文件,明確中間品的存儲環境要求和存放時間。 查看是否有產品的初始污染菌控制水平的文件規定,文件中是否明確了中間品的存儲環境要求和存放時間。 | |
8.10.2 | 按文件要求定期檢測并保持相關記錄。 查看初始污染菌檢測記錄,是否符合文件規定要求。 | |
8.10.3 | 應當定期對檢測記錄進行匯總和趨勢分析。 | |
8.11.1 | 應根據產品留樣目的確定留樣數量和留樣方式(按生產批或滅菌批等留樣),制定留樣管理辦法。 查看是否制定了留樣管理辦法,并確保每個生產批或滅菌批均應留樣(文件中是否根據留樣的目的明確了留樣的數量、留樣方式、觀察方法、觀察頻次等內容)。 現場查看是否有留樣室(或留樣區),留樣室(或留樣區)的環境是否滿足產品質量特性的要求,是否配備了滿足產品質量要求的環境監測設備,是否有記錄。 | |
8.11.2 | 應當作好留樣觀察或檢驗記錄。 查看留樣臺賬、留樣觀察或檢驗記錄是否符合文件規定要求。 | |
銷 售 和 售 后 服 務 | *9.1.1 | 應當建立產品銷售記錄,并滿足可追溯要求。 |
9.1.2 | 銷售記錄至少應當包括:醫療器械名稱、規格、型號、數量、生產批號、有效期、銷售日期、購貨單位名稱、地址、聯系方式等內容。 | |
9.2.1 | 直接銷售自產產品或者選擇醫療器械經營企業,應當符合醫療器械相關法規和規范要求。 | |
9.2.2 | 發現醫療器械經營企業存在違法違規經營行為時,應當及時向當地食品藥品監督管理部門報告。 | |
9.3.1 | 應當具備與所生產產品相適應的售后服務能力,建立健全售后服務制度。 | |
9.3.2 | 應當規定售后服務要求并建立售后服務記錄,并滿足可追溯的要求。 | |
9.5.1 | 應當建立顧客反饋處理程序,對顧客反饋信息進行跟蹤分析。 查看程序文件是否對上述活動的實施做出了規定,并對顧客反饋信息進行了跟蹤和分析。 | |
不 合 格 品 控 制 | 10.1.1 | 應當建立不合格品控制程序,規定不合格品控制的部門和人員的職責與權限。 |
*10.2.1 | 應當對不合格品進行標識、記錄、隔離、評審,根據評審結果,應當對不合格品采取相應的處置措施。 現場查看不合格品的標識、隔離是否符合程序文件的規定,抽查不合格品處理記錄,是否按文件的規定進行評審。 | |
10.3.1 | 在產品銷售后發現產品不合格時,應及時采取相應措施,如召回、銷毀等措施。現場查看在產品銷售后發現不合格時的處置措施,是否召回和銷毀等。 | |
10.4.1 | 不合格品可以返工的,企業應當編制返工控制文件。返工控制文件應當包括作業指導書、重新檢驗和重新驗證等內容。 查看返工控制文件,是否對可以返工的不合格品做出規定;抽查返工活動記錄,確認是否符合返工控制文件的要求。 | |
10.4.2 | 不能返工的,應當建立相關處置制度。 | |
不良事件監測 、 分 析和改進 | 11.1.1 | 應當指定相關部門負責接收、調查、評價和處理顧客投訴,并保持相關記錄。 查看有關職責權限的文件,確定是否對上述活動做出了規定。 |
*11.2.1 | 應當按照有關法規要求建立醫療器械不良事件監測制度,開展不良事件監測和再評價工作,保持相關記錄。 查看企業建立的不良事件的監測制度,是否規定了可疑不良事件管理人員的職責、報告原則、上報程序、上報時限,制定了啟動實施醫療器械再評價的程序和文件等,并符合法規要求。查看相關記錄,確認是否存在不良事件,并按規定要求實施。 | |
11.3.1 | 應當建立數據分析程序,收集分析與產品質量、不良事件、顧客反饋和質量管理體系運行有關的數據,驗證產品安全性和有效性,并保持相關記錄。 查看數據分析的實施記錄,是否按程序規定進行,是否應用了統計技術并保留了數據分析結果的記錄。 | |
11.4.1 | 應當建立糾正措施程序,確定產生問題的原因,采取有效措施,防止相關問題再次發生。 | |
11.4.2 | 應當建立預防措施程序,確定潛在問題的原因,采取有效措施,防止問題發生。 | |
*11.5.1 | 對存在安全隱患的醫療器械,應當按照有關法規要求采取召回等措施,并按規定向有關部門報告。 | |
11.6.1 | 應當建立產品信息告知程序,及時將產品變動、使用等補充信息通知使用單位、相關企業或消費者。 | |
11.7.1 | 應當建立質量管理體系內部審核程序,規定審核的準則、范圍、頻次、參加人員、方法、記錄要求、糾正預防措施有效性的評定等內容,以確保質量管理體系符合本規范的要求。 查看內部審核程序是否包括了上述內容。查看內審資料,實施內審的人員是否經過培訓,內審的記錄是否符合要求,針對內審發現的問題是否采取了糾正措施,是否有效。 | |
*11.8.1 | 應當定期開展管理評審,對質量管理體系進行評價和審核,以確保其持續的適宜性、充分性和有效性。 查看管理評審文件和記錄,應包括管理評審計劃、管理評審報告以及相關改進措施,管理評審報告中是否包括了對法規符合性的評價。是否在規定時間內進行了管理評審,是否提出了改進措施并落實具體職責和要求,是否按計劃實施。 |
在醫療器械注冊現場核查、生產許可(含變更)現場檢查中,檢查組應綜合評判企業在保證質量管理體系有效運行方面所做的工作,出具現場檢查結論:“通過檢查”、“未通過檢查”或“整改后復查”。
《江蘇省醫用防護服審批現場檢查要點》根據《醫療器械生產質量管理規范無菌醫療器械現場檢查指導原則》制定,對其中不適用條款進行了刪減,檢查要點共175項,其中*條款為重點項共34項,一般條款共141項。共175項,其中*條款為34項,一般條款141項。現場檢查中未發現企業有不符合項的,結論為“通過檢查”;發現有*條款不符合或*條款符合但一般條款不符合可能對產品質量產生直接影響的,結論為“未通過檢查”;一般條款不符合但不對產品質量產生直接影響的,結論為“整改后復查”。
檢查結論為“整改后復查”的,企業應當在現場檢查結束后的規定時限內(注冊核查在6個月內,生產許可(含變更)在30天內)完成整改并向原審查部門一次性提交整改報告,審查部門必要時可安排進行現場復查,符合要求的,結論為“通過檢查”;在規定時限內未能提交整改報告或經復查仍存在不符合項的,結論為“未通過檢查”。在生產許可延續現場檢查中發現企業存在不符合項目的,應當通知企業限期整改,整改后仍不符合要求的,不予延續。
附件:1.醫用防護服主要檢測設備清單
2.微生物指標檢測培養基、試劑、對照菌種清單
附件1
醫用防護服主要檢測設備清單
序號 | 項目 | 主要檢測設備舉例 |
1 | 外觀 | 目測、通用量具 |
2 | 結構與尺寸 | 通用量具 |
3 | 液體阻隔功能 | 靜水壓測試儀、水蒸氣透過率測試儀、合成血液穿透測試儀、張力儀、噴淋裝置(沾水儀) |
4 | 斷裂強力、斷裂伸長率 | 電子拉力機 |
5 | 過濾效率 | 顆粒過濾性能測試儀 |
6 | 阻燃性能 | 紡織品垂直燃燒試驗儀 |
7 | 抗靜電性 | 摩擦帶電滾筒測試裝置 |
8 | 靜電衰減性能 | 靜電衰減測量儀、恒溫恒濕試驗箱 |
9 | 微生物檢測 | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡、霉菌培養箱、生物安全柜、超凈工作臺 |
10 | 環氧乙烷殘留量 | 氣相色譜儀 |
附件2
微生物指標檢測培養基、試劑、對照菌種清單
檢測項目 | 主要培養基 | 主要試劑 | 培養溫度 | 對照菌種 | 培養時間 | 主要檢測設備舉例 | 備注 |
細菌菌落總數 | 營養瓊脂培養基 | 生理鹽水 | 35℃±2℃ | 48小時 | 電子天平、細菌培養箱、蒸汽滅菌器 | ||
大腸菌群 | 乳糖膽鹽發酵培養基、乳糖發酵培養基、伊紅美藍瓊脂培養基 | 生理鹽水、革蘭氏染液 | 35℃±2℃ | 大腸埃希菌 | 24小時(陰性結果) 72小時(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
綠膿桿菌 | SCDLP培養基、十六烷三甲基溴化銨瓊脂培養基、硝酸鹽胨水培養基、明膠培養基 | 生理鹽水、革蘭氏染液、二甲基對苯二銨、三氯甲烷、鹽酸 | 35℃±2℃ 42℃(有疑似結果時) | 綠膿桿菌 | 48小時(陰性結果) 96小時(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
金黃色葡萄球菌 | SCDLP培養基、血瓊脂平板、甘露醇培養基 | 生理鹽水、兔血漿 | 35℃±2℃ | 金黃色葡萄球菌 | 72小時(陰性結果) 5天(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
溶血性鏈球菌 | 葡萄糖肉湯培養基、血瓊脂平板 | 生理鹽水、草酸鉀兔血漿、革蘭氏染液、桿菌肽紙片 | 35℃±2℃ | 溶血性鏈球菌 | 48小時(陰性結果) 96小時(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
真菌計數或真菌定性 | 沙氏瓊脂培養基、沙氏液體培養基 | 生理鹽水 | 25℃±2℃ | 7天 | 電子天平、霉菌培養箱、蒸汽滅菌器 | ||
無菌檢查 | 硫乙醇酸鹽流體培養基、胰酪大豆胨液體培養基 | / | 30℃~35℃(硫乙醇酸鹽流體培養基) 20℃~25℃(胰酪大豆胨液體培養基) | 金黃色葡萄球菌 | 14天 | 細菌培養箱、霉菌培養箱 | 硫乙醇酸鹽流體培養基置細菌培養箱培養、胰酪大豆胨液體培養基置霉菌培養箱培養 |
附件6
江蘇省醫用口罩審批現場檢查要點
章節 | 條款 | 內容 |
機 構 和 人 員 | 1.1.1 | 應當建立與醫療器械生產相適應的管理機構,具備組織機構圖。 查看提供的質量手冊,是否包括企業的組織機構圖,是否明確各部門的相互關系。 |
1.1.2 | 應當明確各部門的職責和權限,明確質量管理職能。 查看企業的質量手冊,程序文件或相關文件,是否對各部門的職責權限作出規定;質量管理部門應當能獨立行使職能,查看質量管理部門的文件,是否明確規定對產品質量的相關事宜負有決策的權利。 | |
1.1.3 | 生產管理部門和質量管理部門負責人不得互相兼任。 查看公司的任職文件或授權文件并對照相關生產、檢驗等履行職責的記錄,核實是否與授權一致。 | |
1.2.1 | 企業負責人應當是醫療器械產品質量的主要責任人。 | |
1.2.2 | 企業負責人應當組織制定質量方針和質量目標。 查看質量方針和質量目標的制定程序、批準人員。 | |
1.2.3 | 企業負責人應當確保質量管理體系有效運行所需的人力資源、基礎設施和工作環境。 | |
1.2.4 | 企業負責人應當組織實施管理評審,定期對質量管理體系運行情況進行評估,并持續改進。 查看管理評審文件和記錄,核實企業負責人是否組織實施管理評審。 | |
*1.2.5 | 企業負責人應當確保企業按照法律、法規和規章的要求組織生產。 | |
1.3.1 | 企業負責人應當確定一名管理者代表。 查看管理者代表的任命文件。(法定代表人/企業負責人不能兼任管理者代表) | |
1.3.2 | 管理者代表應當負責建立、實施并保持質量管理體系,報告質量管理體系的運行情況和改進需求,提高員工滿足法規、規章和顧客要求的意識。 查看是否對上述職責作出明確規定。查看管理者代表報告質量管理體系運行情況和改進的相關記錄。 | |
1.4.1 | 技術、生產、質量管理部門負責人應當熟悉醫療器械法律法規,具有質量管理的實踐經驗,應當有能力對生產管理和質量管理中實際問題作出正確判斷和處理。 查看相關部門負責人的任職資格要求,是否對專業知識、工作技能、工作經歷作出規定;查看考核評價記錄,現場詢問,確定是否符合要求。 | |
1.5.1 | 應當配備與生產產品相適應的專業技術人員、管理人員和操作人員。 查看相關人員的資格要求。 | |
*1.5.2 | 應當具有相應的質量檢驗機構或專職檢驗人員。 查看組織機構圖、部門職責要求、崗位人員任命等文件確認是否符合要求。(專職檢驗員不少于2人) | |
*1.6.1 | 從事影響產品質量工作的人員,應當經過與其崗位要求相適應的培訓,具有相關的理論知識和實際操作技能。 應當確定影響醫療器械質量的崗位,規定這些崗位人員所必須具備的專業知識水平、工作技能、工作經驗。查看培訓內容、培訓記錄和考核記錄,是否符合要求。 | |
1.7.1 | 凡在潔凈室(區)/受控區工作的人員應當定期進行衛生和微生物學基礎知識、潔凈作業等方面培訓。 查看培訓計劃和記錄:是否能夠證實對在潔凈室(區)/受控區工作的人員定期進行了衛生和微生物學基礎知識、潔凈技術等方面的培訓。 | |
1.7.2 | 臨時進入潔凈室(區)/受控區的人員,應當對其進行指導和監督。 查看是否制定了相關文件,對臨時進入潔凈室/受控區的人員 (包括外來人員)進出潔凈區/受控區的指導和監督作出了規定。 | |
1.8.1 | 應當建立對人員的清潔要求,制定潔凈室(區)/受控區工作人員衛生守則。 查看工作人員衛生守則,是否對人員清潔、進出程序、潔凈服的穿戴作出規定。 | |
1.8.2 | 人員進入潔凈室(區)/受控區應當按照程序進行凈化/清潔,并穿戴工作帽、口罩、潔凈工作服、工作鞋。 現場觀察人員進入潔凈室(區)/受控區是否按照程序進行凈化/清潔,并按規定正確穿戴工作帽、口罩、潔凈工作服、工作鞋或鞋套。 | |
1.8.3 | 裸手接觸產品的操作人員每隔一定時間應當對手再次進行消毒。裸手消毒劑的種類應當定期更換。 查看消毒劑配制或領用記錄,是否按要求定期更換裸手消毒劑的種類。 | |
1.9.1 | 應當制定人員健康要求,建立人員健康檔案。 查看人員健康要求的文件,是否對人員健康的要求作出規定,并建立人員健康檔案。 | |
1.9.2 | 直接接觸物料和產品的人員每年至少體檢一次。患有傳染性和感染性疾病的人員不得從事直接接觸產品的工作。 查看直接接觸物料和產品的人員的體檢報告或健康證明,是否按規定時間進行體檢,患有傳染性和感染性疾病的人員未從事直接接觸產品的工作。 | |
1.10.1 | 應當明確人員服裝要求,制定潔凈工作服的管理規定。工作服及其質量應當與生產操作的要求及操作區的潔凈度級別相適應,其式樣和穿著方式應當能夠滿足保護產品和人員的要求。查看潔凈工作服的管理規定;現場觀察服裝的符合性及人員穿戴的符合性。 | |
1.10.2 | 潔凈工作服不得脫落纖維和顆粒性物質。 查看潔凈工作服是否選擇質地光滑、不易產生靜電、不脫落纖維和顆粒性物質的材料制作。 | |
廠 房 與 設 施 | 2.1.1 | 廠房與設施應當符合產品的生產要求。 |
*2.2.1 | 廠房與設施應當根據所生產產品的特性、工藝流程及相應的潔凈級別要求進行合理設計、布局和使用。 | |
2.2.2 | 生產環境應當整潔、符合產品質量需要及相關技術標準的要求。 | |
2.2.3 | 產品有特殊要求的,應當確保廠房的外部環境不能對產品質量產生影響,必要時應當進行驗證。 | |
2.3.1 | 廠房應當確保生產和貯存產品質量以及相關設備性能不會直接或間接地受到影響。 | |
2.4.2 | 對廠房與設施的維護和維修不應影響產品質量。 | |
2.5.1 | 生產區應當有足夠空間,并與產品生產規模、品種相適應。 | |
2.6.1 | 倉儲區應當能夠滿足原材料、包裝材料、中間品、產品等貯存條件和要求。 | |
2.6.2 | 倉儲區應當按照待驗、合格、不合格、退貨或召回等進行有序、分區存放各類材料和產品,便于檢查和監控。 現場查看是否設置了相關區域并進行了標識,對各類物料是否按規定區域存放,應當有各類物品的貯存記錄。 | |
*2.7.1 | 應當配備與產品生產規模、品種、檢驗要求相適應的檢驗場所和設施。 對照產品生產工藝的要求和產品檢驗要求以及檢驗方法,核實企業是否具備相關檢測條件。 | |
2.8.1 | 應當有整潔的生產環境。廠區的地面、路面周圍環境及運輸等不應對無菌醫療器械的生產造成污染。廠區應當遠離有污染的空氣和水等污染源的區域。 現場查看生產環境,應當整潔、無積水和雜草。廠區的地面、路面周圍環境及運輸等不應對產品的生產造成污染。檢查地面、道路平整情況及減少露土、揚塵的措施和廠區的綠化,以及垃圾、閑置物品等的存放情況。 | |
2.8.2 | 行政區、生活區和輔助區的總體布局應當合理,不得對生產區有不良影響。 | |
*2.9.1 | 應當根據所生產的產品的質量要求,確定在相應級別潔凈室(區)/受控區內進行生產的過程,避免生產中的污染。無菌醫用外科口罩、無菌醫用防護口罩生產應確定在100000級潔凈室(區);非無菌醫用外科口罩、非無菌醫用防護口罩、無菌一次性使用醫用口罩生產應確定在300000級潔凈室(區);非無菌一次性使用醫用口罩生產應確定在受控區域。 查看相關文件,是否明確了生產過程的潔凈度級別;現場查看是否在相應級別潔凈室(區)或受控區域內進行生產,是否能避免生產中的污染。 | |
2.9.2 | 空氣潔凈級別不同的潔凈室(區)之間的靜壓差應大于5帕,潔凈室(區)與室外大氣的靜壓差應大于10帕,并應有指示壓差的裝置。 現場查看是否配備了指示壓差的裝置,空氣潔凈級別不同的潔凈室(區)之間以及潔凈室(區)與室外大氣的靜壓差是否符合要求。 | |
2.9.3 | 口罩產品和其他產品在相同潔凈級別的同一潔凈車間生產時,應確保不同功能區域(操作間)之間保持適當的壓差梯度。 現場查看相同潔凈級別的不同功能區域(操作間),污染程度高的區域(如口罩生產區域)應當與其相鄰區域保持適當的壓差梯度。 | |
2.13.1 | 與產品使用表面直接接觸、不需清潔處理即使用的初包裝材料,其生產環境潔凈度級別的設置應當遵循與產品生產環境的潔凈度級別相同的原則,使初包裝材料的質量滿足所包裝產品的要求。 | |
2.15.1 | 潔凈工作服清洗干燥間、潔具間、專用工位器具的末道清潔處理與消毒的區域的空氣潔凈度級別可低于生產區一個級別,但不得低于300000級。 | |
2.16.1 | 潔凈室(區)應當按照醫療器械的生產工藝流程及所要求的空氣潔凈度級別進行合理布局,人流、物流走向應當合理。同一潔凈室(區)內或相鄰潔凈室(區)間的生產操作不得互相交叉污染。 現場查看潔凈室(區)的人流、物流走向是否合理,是否能夠避免交叉污染。 潔凈室(區)和非潔凈室(區)之間應有緩沖設施。 | |
2.17.1 | 潔凈室(區)空氣潔凈度級別指標應當符合醫療器械相關行業標準的要求。 查看環境檢測報告,是否符合選定級別的標準(YY0033)要求。 | |
2.18.1 | 潔凈室(區)的溫度和相對濕度應當與產品生產工藝要求相適應。無特殊要求時,溫度應當控制在18~28℃,相對濕度控制在45%~65%。 現場查看溫濕度裝置及記錄,是否符合要求。 | |
2.19.1 | 進入潔凈室(區)的管道、進回風口布局應當合理,水、電、氣輸送線路與墻體接口處應當可靠密封,照明燈具不得懸吊。 | |
2.20.1 | 潔凈室(區)內和受控室(區)操作臺應當光滑、平整、不脫落塵粒和纖維,不易積塵并便于清潔處理和消毒。 | |
2.21.1 | 生產廠房應當設置防塵、防止昆蟲和其他動物進入的設施。 | |
2.21.2 | 潔凈室(區)的門、窗及安全門應當密閉,潔凈室(區)的門應當向潔凈度高的方向開啟,潔凈室(區)的內表面應當便于清潔,不受清潔和消毒的影響。 | |
2.21.4 | 潔凈室(區)內,水池或地漏應當有適當的設計和維護,并安裝易于清潔且帶有空氣阻斷功能的裝置以防倒灌,同外部排水系統的連接方式應當能夠防止微生物的侵入。若存在100級潔凈室(區)不得設置地漏。 | |
2.22.1 | 潔凈室(區)內使用的壓縮空氣等工藝用氣均應當經過凈化處理。 現場查看工藝用氣的凈化處理裝置及管路設置,工藝用氣是否經過凈化處理。 | |
2.22.2 | 受控區域應控制廠房空氣清潔度,定期對車間環境、設備進行清潔消毒、進入車間進行換鞋、洗手、穿戴工作帽、工作服、口罩,手消毒,采取加裝無臭氧紫外燈,定期對生產環境進行消毒,生產區域門窗關閉等措施加強對生產環境控制。 | |
2.23.1 | 潔凈室(區)內的人數應當與潔凈室(區)面積相適應。 查看驗證記錄,是否對現場工作人員數量上限進行驗證,確認能夠滿足潔凈控制要求。核實現場工作人員數量并查看相關記錄,不應超過驗證時所確認的現場工作人員數量上限。 | |
設 備 | *3.1.1 | 應當配備與所生產產品和規模相匹配的如切片成型、鼻線貼合、耳帶點焊、折疊封邊、包裝、滅菌(可委外)等相應工序匹配的生產設備、工藝裝備,應當確保有效運行。 對照生產工藝流程圖,查看設備清單,所列設備是否滿足生產需要;核查現場設備是否與設備清單相關內容一致;應當制定設備管理制度。尤其針對不同型號/規格的產品要核查企業是否配備相應的工裝模具(刀具)。 |
3.2.1 | 生產設備的設計、選型、安裝、維修和維護應當符合預定用途,便于操作、清潔和維護。 查看生產設備驗證記錄,確認是否滿足預定要求。現場查看生產設備是否便于操作、清潔和維護。 | |
3.2.2 | 生產設備應當有明顯的狀態標識,防止非預期使用。 現場查看生產設備標識。 | |
3.2.3 | 應當建立主要生產設備使用、清潔、維護和維修的操作規程,并保存相應的設備操作記錄。 | |
*3.3.1 | 應當配備與產品檢驗要求相適應的檢驗儀器和設備,主要檢驗儀器和設備應當具有明確的操作規程。 對照產品檢驗要求和檢驗方法,核實企業是否具備相關檢測設備。主要檢測設備是否制定了操作規程。(主要檢測儀器清單見附件1) | |
3.4.1 | 應當建立檢驗儀器和設備的使用記錄,記錄內容應當包括使用、校準、維護和維修等情況。 | |
3.5.1 | 應當配備適當的計量器具,計量器具的量程和精度應當滿足使用要求,計量器具應當標明其校準有效期,保存相應記錄。 查看計量器具的校準記錄,確定是否在有效期內使用。 | |
3.6.1 | 生產設備、工藝裝備和工位器具應當符合潔凈環境控制和工藝文件的要求。 | |
3.7.1 | 潔凈室(區)空氣凈化系統應當經過確認并保持連續運行,維持相應的潔凈度級別,并在一定周期后進行再確認。 查看潔凈室(區)空氣凈化系統的確認和再確認記錄。 | |
3.7.2 | 若停機后再次開啟空氣凈化系統,應當進行必要的測試或驗證,以確認仍能達到規定的潔凈度級別要求。 如果潔凈室(區)空氣凈化系統不連續使用,應當通過驗證明確潔凈室(區)空氣凈化系統重新啟用的要求,并查看每次啟用空氣凈化系統前的操作記錄是否符合控制要求。 如果未進行驗證,在停機后再次開始生產前應當對潔凈室(區)的環境參數進行檢測,確認達到相關標準要求。 | |
*3.8.1 | 應當確定所需要的工藝用水。當生產過程中使用工藝用水時,應當配備相應的制水設備,并有防止污染的措施,用量較大時應當通過管道輸送至潔凈室(區)的用水點。工藝用水應當滿足產品質量的要求。 | |
3.9.1 | 應當制定工藝用水的管理文件,工藝用水的儲罐和輸送管道應當滿足產品要求,并定期清洗、消毒。 現場查看工藝用水的儲罐和輸送管道應當用不銹鋼或其他無毒材料制成,應當定期清洗、消毒并進行記錄。 | |
3.10.1 | 與物料或產品直接接觸的設備、工藝裝備及管道表面應當光潔、平整、無顆粒物質脫落、無毒、耐腐蝕,不與物料或產品發生化學反應和粘連,易于清潔處理、消毒或滅菌。 | |
文 件 管 理 | *4.1.1 | 應當建立健全質量管理體系文件,包括質量方針和質量目標、質量手冊、程序文件、技術文件和記錄,以及法規要求的其他文件。 質量方針應當在企業內部得到溝通和理解;應當在持續適宜性方面得到評審。質量目標應當與質量方針保持一致;應當根據總的質量目標,在相關職能和層次上進行分解,建立各職能和層次的質量目標;應當包括滿足產品要求所需的內容;應當可測量、可評估;應當有具體的方法和程序來保障。 |
4.1.2 | 質量手冊應當對質量管理體系作出規定。 查看企業的質量手冊,應當包括企業質量目標、組織機構及職責、質量體系的適用范圍和要求。 | |
4.1.3 | 程序文件應當根據產品生產和質量管理過程中需要建立的各種工作程序而制定,包含本規范所規定的各項程序文件。 | |
*4.1.4 | 技術文件應當包括產品技術要求及相關標準、生產工藝規程、作業指導書、檢驗和試驗操作規程、安裝和服務操作規程等相關文件。 | |
4.2.1 | 應當建立文件控制程序,系統地設計、制定、審核、批準和發放質量管理體系文件。 | |
4.2.2 | 文件的起草、修訂、審核、批準、替換或撤銷、復制、保管和銷毀等應當按照控制程序管理,并有相應的文件分發、撤銷、復制和銷毀記錄。 | |
4.2.3 | 文件更新或修訂時應當按照規定評審和批準,能夠識別文件的更改和修訂狀態。 查看相關記錄確認文件的更新或修訂是否經過評審和批準;其更改和修訂狀態是否能夠得到識別。 | |
4.2.4 | 分發和使用的文件應當為適宜的文本,已撤銷或作廢的文件應當進行標識,防止誤用。 到工作現場抽查現場使用的文件,確認是否是有效版本。作廢文件是否明確標識。 | |
4.3.1 | 應當確定作廢的技術文件等必要的質量管理體系文件的保存期限,滿足產品維修和產品質量責任追溯等需要。 保存期限應當不少于企業所規定的醫療器械壽命期。 | |
4.4.1 | 應當建立記錄控制程序,包括記錄的標識、保管、檢索、保存期限和處置要求等。 | |
4.4.2 | 記錄應當保證產品生產、質量控制等活動可追溯性。 | |
4.4.3 | 記錄應當清晰、完整,易于識別和檢索,防止破損和丟失。 | |
4.4.4 | 記錄不得隨意涂改或銷毀,更改記錄應當簽注姓名和日期,并使原有信息仍清晰可辨,必要時,應當說明更改的理由。 | |
4.4.5 | 記錄的保存期限至少相當于生產企業所規定的醫療器械的壽命期,但從放行產品的日期起不少于2年,或符合相關法規要求,并可追溯。 | |
設計開發 | 5.1.1 | 應當建立設計控制程序并形成文件,對醫療器械的設計和開發過程實施策劃和控制。 查看設計控制程序文件,應當清晰、可操作,能控制設計開發過程,至少包括以下內容: 1.設計和開發的各個階段的劃分; |
5.2.1 | 在進行設計和開發策劃時,應當確定設計和開發的階段及對各階段的評審、驗證、確認和設計轉換等活動,應當識別和確定各個部門設計和開發的活動和接口,明確職責和分工。 查看設計和開發策劃資料,應當根據產品的特點,對設計開發活動進行策劃,并將策劃結果形成文件。至少包括以下內容: 3.應當識別和確定各個部門設計和開發的活動和接口,明確各階段的人員或組織的職責、評審人員的組成,以及各階段預期的輸出結果; 應當按照策劃實施設計和開發,當偏離計劃而需要修改計劃時,應當對計劃重新評審和批準。 | |
5.3.1 | 設計和開發輸入應當包括預期用途規定的功能、性能和安全要求、法律法規、國家標準、行業標準、風險管理控制措施和其他要求。 | |
5.3.2 | 應當對設計和開發輸入進行評審并得到批準,保持相關記錄。 | |
*5.4.1 | 設計和開發輸出應當滿足輸入要求,包括采購、生產和服務所需的相關信息、產品技術要求等。 查看設計和開發輸出資料,至少符合以下要求: 1.采購信息,如原材料、包裝材料、組件和部件技術要求; 2.生產和服務所需的信息,如產品圖紙、切片、焊接、封口、滅菌等工序作業指導書、環境要求等; 3.產品技術要求; 4.產品檢驗規程或指導書; 5.規定產品的安全和正常使用所必須的產品特性,如產品使用說明書、包裝和標簽要求等。產品使用說明書是否與注冊申報和批準的一致; 6.標識和可追溯性要求; 7.提交給注冊審批部門的文件,如研究資料、產品技術要求、注冊檢驗報告、臨床評價資料(如有)、醫療器械安全有效基本要求清單等; 8.樣機或樣品; 9.生物學評價結果和記錄,包括材料的主要性能要求。 | |
5.4.2 | 設計和開發輸出應當得到批準,保持相關記錄。 | |
5.5.1 | 應當在設計和開發過程中開展設計和開發到生產的轉換活動,以使設計和開發的輸出在成為最終產品規范前得以驗證,確保設計和開發輸出適用于生產。 查看相關文件,至少符合以下要求: 1.應當在設計和開發過程中開展設計轉換活動以解決可生產性、部件及材料的可獲得性、所需的生產設備、操作人員的培訓等; 2.設計轉換活動應當將產品的每一技術要求正確轉化成與產品實現相關的具體過程或程序; 3.設計轉換活動的記錄應當表明設計和開發輸出在成為最終產品規范前得到驗證,并保留驗證記錄,以確保設計和開發的輸出適于生產; 4.應當對特殊過程的轉換進行確認,確保其結果適用于生產,并保留確認記錄。 | |
5.6.1 | 應當在設計和開發的適宜階段安排評審,保持評審結果及任何必要措施的記錄。 查看相關文件和記錄,至少符合以下要求: 1.應當按設計開發策劃的結果,在適宜的階段進行設計和開發評審; 2.應當保持設計和開發評審記錄,包括評審結果和評審所采取必要措施的記錄。 | |
5.7.1 | 應當對設計和開發進行驗證,以確保設計和開發輸出滿足輸入的要求,并保持驗證結果和任何必要措施的記錄。 查看相關文件和記錄,至少符合以下要求: 1.應當結合策劃的結果,在適宜的階段進行設計和開發驗證,確保設計開發輸出滿足輸入的要求; 2.應當保持設計和開發驗證記錄、驗證結果和任何必要措施的記錄; 3.若設計和開發驗證采用的是可供選擇的計算方法或經證實的設計進行比較的方法,應當評審所用的方法的適宜性,確認方法是否科學和有效。 | |
5.8.1 | 應當對設計和開發進行確認,以確保產品滿足規定的使用要求或者預期用途的要求,并保持確認結果和任何必要措施的記錄。 查看相關文件和記錄,至少符合以下要求: 1.應當在適宜階段進行設計和開發確認,確保產品滿足規定的使用要求或預期用途的要求; 2.設計和開發確認活動應當在產品交付和實施之前進行; 3.應當保持設計和開發確認記錄,包括臨床評價或臨床試驗的記錄,保持確認結果和任何必要措施的記錄。 | |
5.9.1 | 確認可采用臨床評價或者性能評價。進行臨床試驗時應當符合醫療器械臨床試驗法規的要求。 查看臨床評價報告及其支持材料。若開展臨床試驗應當符合法規要求,并提供相應的證明材料。對于需要進行臨床評價或性能評價的醫療器械,應當能夠提供評價報告和(或)材料。 | |
5.10.1 | 應當對設計和開發的更改進行識別并保持記錄。(如設備、原材料供應商/生產企業、無紡布型號規格、工藝發生變化、檢驗機構對受檢樣品提出了整改要求等) | |
5.10.2 | 必要時,應當對設計和開發更改進行評審、驗證和確認,并在實施前得到批準。 查看設計和開發更改的評審記錄,至少符合以下要求: 3. 應當包括更改對產品組成部分和已交付產品的影響; 4. 設計和開發更改的實施應符合醫療器械產品注冊的有關規定; 設計更改的內容和結果涉及到改變醫療器械產品注冊證(備案憑證)所載明的內容時,企業應當進行風險分析,并按照相關法規的規定,申請變更注冊(備案),以滿足法規的要求。 | |
*5.10.3 | 當選用的材料、零件或者產品功能的改變可能影響到醫療器械產品安全性、有效性時,應當評價因改動可能帶來的風險,必要時采取措施將風險降低到可接受水平,同時應當符合相關法規的要求。 | |
5.11.1 | 應當在包括設計和開發在內的產品實現全過程中,制定風險管理的要求并形成文件,保持相關記錄。 查看風險管理文件和記錄,至少符合以下要求: 1.風險管理應當覆蓋企業開發的產品實現的全過程; 2.應當建立對醫療器械進行風險管理的文件,保持相關記錄,以確定實施的證據; 3.應當將醫療器械產品的風險控制在可接受水平。 | |
5.12.1 | 生產企業滅菌的,應明確滅菌工藝(方法和參數)和無菌保證水平(SAL),并提供滅菌確認報告。(無菌產品適用) | |
5.13.1 | 如滅菌使用的方法容易出現殘留,應當明確殘留物信息及采取的處理方法。(無菌產品適用) | |
采購 | *6.1.1 | 應當建立采購控制程序。 采購程序內容至少包括:采購流程、合格供應商的選擇、評價和再評價規定、采購物品檢驗或驗證的要求、采購記錄的要求。 |
*6.1.2 | 應當確保采購物品符合規定的要求,且不低于法律法規的相關規定和國家強制性標準的相關要求。 重點檢查熔噴無紡布細菌過濾效率/顆粒過濾效率應符合相應產品的國家標準、行業標準。 | |
6.2.1 | 應當根據采購物品對產品的影響,確定對采購物品實行控制的方式和程度。 查看對采購物品實施控制方式和程度的規定,核實控制方式和程度能夠滿足產品要求。 | |
6.3.1 | 應當建立供應商審核制度,對供應商進行審核評價。必要時,應當進行現場審核。 是否符合《醫療器械生產企業供應商審核指南》的要求。 | |
6.3.2 | 應當保留供方評價的結果和評價過程的記錄。 | |
*6.4.1 | 應當與主要原材料供應商(無紡布、耳帶、鼻條、初包裝)簽訂質量協議,明確雙方所承擔的質量責任。 | |
6.5.1 | 采購時應當明確采購信息,清晰表述采購要求,包括采購物品類別、驗收準則、規格型號、規程、圖樣等內容。 從采購清單中抽查相關采購物品的采購要求,確認是否符合要求。 | |
6.5.2 | 應當建立采購記錄,包括采購合同、原材料清單、供應商資質證明文件、質量標準、檢驗報告及驗收標準等。 無紡布質量要求主要有外觀、尺寸、單位質量、細菌過濾效率、顆粒過濾效率(熔噴無紡布) | |
*6.5.3 | 采購記錄應當滿足可追溯要求。 核查主要原材料購入時間或供貨時間與樣品試生產時間是否對應,購入量是否滿足樣品試生產的需求,應當有檢驗報告。 | |
*6.6.1 | 應當對采購物品進行檢驗或驗證,需要進行生物學評價的材料,采購物品應當與經生物學評價的材料相同。 查看采購物品的檢驗或驗證記錄,是否對無紡布外觀、尺寸、單位面積質量、細菌過濾效率、顆粒過濾效率(熔噴無紡布)項目進行了檢驗或驗證,核對送檢產品所需的無紡布原材料是否與現場一致,提供原材料或成品生物學評價材料,是否符合要求。 | |
6.8.1 | 無菌醫療器械的初包裝材料應當適用于所用的滅菌過程或無菌加工的包裝要求,并執行相應法規和標準的規定,確保在包裝、運輸、貯存和使用時不會對產品造成污染。(無菌產品適用) 查看企業對所用的初包裝材料進行選擇和/或確認的資料; | |
6.8.2 | 應當根據產品質量要求確定所采購初包裝材料的初始污染菌可接受水平并形成文件,按照文件要求對采購的初包裝材料進行進貨檢驗并保持相關記錄。(無菌產品適用) 查看采購文件是否確定了所采購初包裝材料的初始污染菌可接受水平;查看進貨檢驗記錄,是否符合文件要求。 | |
生 產 管 理 | *7.1.1 | 應當按照建立的質量管理體系進行生產,以保證一次性使用醫用口罩符合YY/T 0969-2013、醫用外科口罩符合YY 0469-2011、醫用防護口罩符合GB 19083-2010和經注冊的產品技術要求。 |
*7.2.1 | 應當編制生產工藝規程、作業指導書等,明確關鍵工序和特殊過程。 查看相關文件,是否明確關鍵工序和特殊過程。對關鍵工序和特殊過程的重要參數是否做驗證或確認的規定。一般耳帶焊接為關鍵工序,封口、滅菌為特殊過程。 | |
7.3.1 | 應當明確無紡布、耳帶、鼻條的清潔消毒方法和要求,并對清潔消毒效果進行驗證。 | |
7.4.1 | 應當根據YY0033要求對潔凈室(區)進行監測,并保存記錄。 | |
7.5.1 | 應當對生產的特殊過程進行確認,并保存記錄,包括確認方案,確認方法、操作人員、結果評價、再確認等內容。 | |
7.5.2 | 生產過程中采用的計算機軟件對產品質量有影響的,應當進行驗證和確認。 查看企業全自動口罩機控制軟件的驗證和確認記錄。 | |
*7.6.1 | 每批產品均應當有生產記錄,并滿足可追溯的要求。 首次注冊可重點核對注冊檢驗所用樣品的批記錄,檢驗報告中的送檢樣品批號及型號規格、送檢時間、檢驗依據、檢驗結論、關鍵原材料等信息,及后附檢驗樣品照片、標簽等信息,應當與生產批記錄、產品留樣相符并可追溯。 | |
7.6.2 | 生產記錄應當包括:產品名稱、規格型號、原材料批號、生產批號或產品編號、生產日期、數量、主要設備、工藝參數、操作人員等內容。 | |
7.7.1 | 應當建立產品標識控制程序,用適宜的方法對產品進行標識,以便識別,防止混用和錯用。 | |
*7.8.1 | 應當在生產過程中標識產品的檢驗狀態,防止不合格中間產品流向下道工序。 查看是否對檢驗狀態標識方法作出規定,現場查看生產過程中的檢驗狀態標識,是否符合文件規定。 | |
*7.9.1 | 應當建立產品的可追溯性程序,規定產品追溯范圍、程度、標識和必要的記錄。鼓勵生產企業采取條形碼、二維碼等現代化方式進行產品追溯。 紡粘無紡布、熔噴無紡布應追溯到生產企業及批號/編號;其他原材料應至少追溯到生產企業。 | |
*7.10.1 | 產品的說明書、標簽應當符合相關法律法規及標準要求。 | |
7.11.1 | 應當建立產品防護程序,規定產品及其組成部分的防護要求,包括污染防護、靜電防護、粉塵防護、腐蝕防護、運輸防護等要求。防護應當包括標識、搬運、包裝、貯存和保護等。 現場查看產品防護程序是否符合規范要求;現場查看并抽查相關記錄,確認產品防護符合要求。 | |
7.12.1 | 生產過程中產生超聲波嘯叫聲的車間,工人應配備必要的防護措施,進行有效控制,保障其工作環境。 | |
7.13.1 | 應當制定潔凈室(區)的衛生管理文件,按照規定對潔凈室(區)進行清潔處理和消毒,并保留記錄。 查看潔凈室(區)工藝衛生管理文件和記錄,工藝衛生管理文件應當包含下列內容: 1.設備清潔規定;2.工裝模具清潔規定;3.工位器具清潔規定; 4.物料清潔規定;5.操作臺、場地、墻壁、頂棚清潔規定; 6.清潔工具的清潔及存放規定;7.潔凈室(區)空氣消毒規定;8.消毒劑選擇、使用的管理規定。 現場查看潔凈室(區)內的清潔衛生工具,是否使用無脫落物、易清洗、易消毒,是否按用途分類使用,不同潔凈室(區)的清潔工具不得跨區使用。 | |
7.13.2 | 所用的消毒劑或消毒方法不得對設備、工藝裝備、物料和產品造成污染。 查看相關文件,是否對消毒劑或消毒方法作出規定,應包括消毒劑品種、使用時間、頻次、更換周期等內容,應保留相關的記錄。 應當對所選擇的消毒方法、選用的消毒劑進行效果評價或驗證;所用的消毒劑或消毒方法不應當對設備、工藝裝備、物料和產品造成污染。 現場查看所使用的消毒劑是否符合文件規定,是否按期進行更換。 | |
7.13.3 | 消毒劑品種應當定期更換,防止產生耐藥菌株。 | |
7.15.1 | 應當制定工位器具的管理文件,所選用的工位器具應當能避免產品在存放和搬運中被污染和損壞。 查看工位器具的管理文件,是否符合要求。 現場查看工位器具是否滿足產品防護要求,表面是否光潔、平整、易于清洗和消毒、無物質脫落;是否能夠避免產品在存放和搬運中被污染和損壞;工位器具是否按區域存放,不同區域的工位器具是否嚴格區別和分開,有明顯標識。 | |
7.16.1 | 進入潔凈室(區)的物品,包括原料和零配件等必須按程序進行凈化處理。 查看進入潔凈室(區)的物品,包括原料和零配件的凈化程序及其設施,凈化程序和設施是否能有效去除生產過程中的物品,包括原料和零配件等的污染物。 | |
7.17.1 | 應當建立清場的管理規定,以防止產品的交叉污染,并作好清場記錄。 是否根據生產工藝制定清場的管理規定及記錄。 現場查看上次生產遺留物的處理是否符合規定。 | |
7.18.1 | 應當建立批號管理規定,明確生產批號和滅菌批號的關系,規定每批產品應形成的記錄。 查看是否建立了批號管理文件,是否明確了原材料批、生產批、滅菌批、中間品批等批號的編寫方法,規定生產批和滅菌批組批方法,是否明確了生產批號和滅菌批號的關系,生產批的劃分是否符合企業相關文件的規定。是否明確了每批應形成的記錄。 注:生產批是指同一批原材料、同一工藝條件下連續生產出的產品。 滅菌批是指在同一滅菌柜內、同一工藝條件下滅菌的具有相同無菌保證水平的產品。 | |
7.20.1 | 應當建立無菌醫療器械滅菌過程確認程序并形成文件。(無菌產品適用) 查看滅菌過程確認的程序文件,是否符合要求。 | |
*7.20.2 | 滅菌過程應當按照相關標準要求在初次實施前進行確認,必要時再確認,并保持滅菌過程確認記錄。(無菌產品適用) 在初次對產品進行滅菌前,是否對滅菌過程進行確認。在產品、滅菌設備、工藝參數等發生變化時是否對滅菌過程進行再確認。 滅菌過程的確認是否符合GB18279《醫療保健產品滅菌環氧乙烷第1部分:醫療器械滅菌過程的開發、確認和常規控制要求》的規定,記錄或報告是否經過評審和批準。是否保持了滅菌過程確認的記錄。 通過滅菌確認,確定初包裝及產品的初始污染菌可接受水平。 | |
7.21.1 | 應當制定滅菌過程控制文件,保持每一滅菌批的滅菌過程參數記錄,滅菌記錄應當可追溯到產品的每一生產批。(無菌產品適用) 查看滅菌過程控制文件,這些文件應包括:滅菌工藝文件;滅菌設備操作規程;滅菌設備的維護、保養規定;適用時應包括環氧乙烷進貨及存放控制;滅菌過程的確認和再確認。 現場查看滅菌設備的過程參數和相關記錄,是否符合經確認的滅菌工藝,滅菌設備是否有自動監測及記錄裝置,滅菌過程和參數記錄是否完整、齊全,有可追溯性。 若企業委外滅菌,至少應要求對方提供每一滅菌批的滅菌過程參數記錄。 | |
7.23.1 | 應當根據對產品質量影響的程度規定各種無菌醫療器械產品和材料的貯存條件,貯存場所應當具有相應的環境監控設施,應當控制和記錄貯存條件,貯存條件應當在標簽或使用說明書中注明。(無菌產品適用) | |
質 量 控制 | 8.1.1 | 應當建立質量控制程序,規定產品檢驗部門、人員、操作等要求。 查看質量控制程序,是否對產品的檢驗部門職責、人員資質、檢驗操作規程等作出規定。 |
8.1.2 | 應當規定檢驗儀器和設備的使用、校準等要求,以及產品放行的程序。 查看質量控制程序,是否對檢驗儀器、設備的使用和校準作出規定。 | |
8.2.1 | 應當定期對檢驗儀器和設備進行校準或檢定,并予以標識。 查看檢驗儀器和設備是否按照規定實施了校準或檢定,是否進行了標識。 | |
8.2.2 | 應當規定檢驗儀器和設備在搬運、維護、貯存期間的防護要求,防止檢驗結果失準。 | |
8.2.3 | 當發現檢驗儀器和設備不符合要求時,應當對以往檢驗結果進行評價,并保存相關記錄。 查看設備使用、維護記錄,當檢驗儀器設備不符合要求的情況,是否對以往檢測的結果進行了評價,并保存相關記錄。 | |
8.2.4 | 對用于檢驗的計算機軟件,應當進行驗證和確認。 | |
*8.3.1 | 應當根據強制性標準以及經注冊或者備案的產品技術要求制定產品的檢驗規程,并出具相應的檢驗報告或證書。 查看產品檢驗規程是否涵蓋強制性標準以及經注冊或者備案的產品技術要求的性能指標;確認檢驗記錄是否能夠證實產品符合要求;查看是否根據檢驗規程及檢驗結果出具相應的檢驗報告或證書。 | |
8.3.2 | 需要常規控制的進貨檢驗(如外觀、尺寸、單位面積質量、細菌過濾效率、顆粒過濾效率)、過程檢驗和成品檢驗項目不得進行委托檢驗。 | |
*8.4.1 | 每批產品均應當有批檢驗記錄,并滿足可追溯要求。 | |
8.4.2 | 檢驗記錄應當包括進貨檢驗、過程檢驗和成品檢驗的檢驗記錄、檢驗報告或證書等。檢驗要求應當不低于強制性標準要求和國家有關產品的相關規定。 一次性使用醫用口罩成品檢驗項目至少應當包括:(1)外觀(2)結構與尺寸(3)鼻夾(4)口罩帶(5)細菌過濾效率(6)通氣阻力(7)微生物指標(8)環氧乙烷殘留量(無菌產品) 醫用外科口罩成品檢驗項目至少應當包括:(1)外觀(2)結構與尺寸(3)鼻夾(4)口罩帶(5)過濾效率(細菌和非油性顆粒)(6)壓力差(7)阻燃性能(8)合成血液穿透(9)微生物指標(10)環氧乙烷殘留量(無菌產品) 醫用防護口罩成品檢驗項目至少應當包括:(1)外觀(2)尺寸(3)鼻夾(4)口罩帶(5)過濾效率(6)氣流阻力(7)合成血液穿透(8)表面抗濕性(9)阻燃性能(若適用)(10)密合性(11)微生物指標(12)環氧乙烷殘留量(無菌產品) | |
*8.5.1 | 應當規定產品放行程序、條件和放行批準要求。 查看產品放行程序,是否明確了放行的條件和放行批準的要求。應當規定有權放行產品人員及其職責權限,并應當保持批準的記錄。 | |
8.5.2 | 放行的產品應當附有合格證明。 | |
8.6.1 | 應當根據產品和工藝特點制定留樣管理規定,按規定進行留樣,并保持留樣觀察記錄。 | |
*8.7.1 | 應當具備無菌、微生物限度和陽性對照的檢測能力和條件。 現場查看是否具備無菌、微生物限度和陽性對照的檢測條件,是否配備了相應的設備、檢測人員以及相關的培養基和試劑(設備有:超凈工作臺、培養箱、壓力蒸汽滅菌器、生物安全柜等。主要培養基、試劑、對照菌種清單見附件2)。 | |
8.8.1 | 應當對工藝用水進行監控和定期檢測,并保持監控記錄和檢測報告。 查看是否有工藝用水管理規定,工藝用水檢測項目和檢測要求是否符合相應級別的水質要求,是否規定了取樣點和檢測的頻次等內容。 現場查看生化實驗室是否有用于工藝用水檢驗的有關設備、器具、試劑及儲存環境,試劑如為自行制備,是否標識試劑名稱、制備人、制備日期以及有效期等信息。 查看工藝用水監控記錄、檢測報告是否符合文件的規定要求。 | |
8.9.1 | 應當按照醫療器械相關行業標準要求對潔凈室(區)的塵粒、浮游菌或沉降菌、換氣次數或風速、靜壓差、溫度和相對濕度進行定期檢(監)測,并保存檢(監)測記錄。 查看潔凈室(區)的監測記錄,檢查項目和檢測周期是否符合YY0033標準要求。 現場查看使用的培養基是否符合GB/T 16294-2010中規定的要求。 現場查看是否配備了塵埃粒子計數器、風速儀(或風量罩)、溫濕度計、壓差計等設備,是否經過檢定或校準,是否在有效期內。 現場查看壓差、溫濕度等是否符合文件規定要求。 | |
8.10.1 | 應當根據產品質量要求確定產品的初始污染菌的控制水平并形成文件,明確中間品的存儲環境要求和存放時間。 查看是否有產品的初始污染菌控制水平的文件規定,文件中是否明確了中間品的存儲環境要求和存放時間。 | |
8.10.2 | 按文件要求定期檢測并保持相關記錄。 查看初始污染菌檢測記錄,是否符合文件規定要求。 | |
8.10.3 | 應當定期對檢測記錄進行匯總和趨勢分析。 | |
8.11.1 | 應根據產品留樣目的確定留樣數量和留樣方式(按生產批或滅菌批等留樣),制定留樣管理辦法。 查看是否制定了留樣管理辦法,并確保每個生產批或滅菌批均應留樣(文件中是否根據留樣的目的明確了留樣的數量、留樣方式、觀察方法、觀察頻次等內容)。 現場查看是否有留樣室(或留樣區),留樣室(或留樣區)的環境是否滿足產品質量特性的要求,是否配備了滿足產品質量要求的環境監測設備,是否有記錄。 | |
8.11.2 | 應當作好留樣觀察或檢驗記錄。 查看留樣臺賬、留樣觀察或檢驗記錄是否符合文件規定要求。 | |
銷 售 和 售 后 服務 | *9.1.1 | 應當建立產品銷售記錄,并滿足可追溯要求。 |
9.1.2 | 銷售記錄至少應當包括:醫療器械名稱、規格、型號、數量、生產批號、有效期、銷售日期、購貨單位名稱、地址、聯系方式等內容。 | |
9.2.1 | 直接銷售自產產品或者選擇醫療器械經營企業,應當符合醫療器械相關法規和規范要求。 | |
9.2.2 | 發現醫療器械經營企業存在違法違規經營行為時,應當及時向當地食品藥品監督管理部門報告。 | |
9.3.1 | 應當具備與所生產產品相適應的售后服務能力,建立健全售后服務制度。 | |
9.3.2 | 應當規定售后服務要求并建立售后服務記錄,并滿足可追溯的要求。 | |
9.5.1 | 應當建立顧客反饋處理程序,對顧客反饋信息進行跟蹤分析。 查看程序文件是否對上述活動的實施作出了規定,并對顧客反饋信息進行了跟蹤和分析。 | |
不 合 格 品 控 制 | 10.1.1 | 應當建立不合格品控制程序,規定不合格品控制的部門和人員的職責與權限。 |
*10.2.1 | 應當對不合格品進行標識、記錄、隔離、評審,根據評審結果,應當對不合格品采取相應的處置措施。 現場查看不合格品的標識、隔離是否符合程序文件的規定,抽查不合格品處理記錄,是否按文件的規定進行評審。 | |
10.3.1 | 在產品銷售后發現產品不合格時,應及時采取相應措施,如召回、銷毀等措施。現場查看在產品銷售后發現不合格時的處置措施,是否召回和銷毀等。 | |
10.4.1 | 不合格品可以返工的,企業應當編制返工控制文件。返工控制文件應當包括作業指導書、重新檢驗和重新驗證等內容。 查看返工控制文件,是否對可以返工的不合格品作出規定;抽查返工活動記錄,確認是否符合返工控制文件的要求。 | |
10.4.2 | 不能返工的,應當建立相關處置制度。 | |
不良事件監測 、 分 析和改進 | 11.1.1 | 應當指定相關部門負責接收、調查、評價和處理顧客投訴,并保持相關記錄。 查看有關職責權限的文件,確定是否對上述活動作出了規定。 |
*11.2.1 | 應當按照有關法規要求建立醫療器械不良事件監測制度,開展不良事件監測和再評價工作,保持相關記錄。 查看企業建立的不良事件的監測制度,是否規定了可疑不良事件管理人員的職責、報告原則、上報程序、上報時限,制定了啟動實施醫療器械再評價的程序和文件等,并符合法規要求。查看相關記錄,確認是否存在不良事件,并按規定要求實施。 | |
11.3.1 | 應當建立數據分析程序,收集分析與產品質量、不良事件、顧客反饋和質量管理體系運行有關的數據,驗證產品安全性和有效性,并保持相關記錄。 查看數據分析的實施記錄,是否按程序規定進行,是否應用了統計技術并保留了數據分析結果的記錄。 | |
11.4.1 | 應當建立糾正措施程序,確定產生問題的原因,采取有效措施,防止相關問題再次發生。 | |
11.4.2 | 應當建立預防措施程序,確定潛在問題的原因,采取有效措施,防止問題發生。 | |
*11.5.1 | 對存在安全隱患的醫療器械,應當按照有關法規要求采取召回等措施,并按規定向有關部門報告。 | |
11.6.1 | 應當建立產品信息告知程序,及時將產品變動、使用等補充信息通知使用單位、相關企業或消費者。 | |
11.7.1 | 應當建立質量管理體系內部審核程序,規定審核的準則、范圍、頻次、參加人員、方法、記錄要求、糾正預防措施有效性的評定等內容,以確保質量管理體系符合本規范的要求。 查看內部審核程序是否包括了上述內容。查看內審資料,實施內審的人員是否經過培訓,內審的記錄是否符合要求,針對內審發現的問題是否采取了糾正措施,是否有效。 | |
*11.8.1 | 應當定期開展管理評審,對質量管理體系進行評價和審核,以確保其持續的適宜性、充分性和有效性。 查看管理評審文件和記錄,應包括管理評審計劃、管理評審報告以及相關改進措施,管理評審報告中是否包括了對法規符合性的評價。是否在規定時間內進行了管理評審,是否提出了改進措施并落實具體職責和要求,是否按計劃實施。 |
檢查結論為“整改后復查”的,企業應當在現場檢查結束后的規定時限內(注冊核查在6個月內,生產許可(含變更)在30天內)完成整改并向原審查部門一次性提交整改報告,審查部門必要時可安排進行現場復查,符合要求的,結論為“通過檢查”;在規定時限內未能提交整改報告或經復查仍存在不符合項的,結論為“未通過檢查”。在生產許可延續現場檢查中發現企業存在不符合項目的,應當通知企業限期整改,整改后仍不符合要求的,不予延續。
附件: 1.主要檢測設備清單
2.微生物指標檢測培養基、試劑、對照菌種清單
附件1
主要檢測設備清單
一、一次性使用醫用口罩
序號 | 項目 | 主要檢測設備舉例 |
1 | 外觀 | 目測 |
2 | 結構與尺寸 | 通用或專用量具 |
3 | 鼻夾 | 通用或專用量具 |
4 | 口罩帶 | 10N砝碼、或電子拉力機、或推拉力計 |
5 | 細菌過濾效率 | 細菌過濾效率檢測儀、恒溫恒濕試驗箱 |
6 | 通氣阻力 | 氣流阻力檢測儀 |
7 | 微生物檢測 | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡、霉菌培養箱、生物安區柜、超凈工作臺 |
8 | 環氧乙烷殘留量 | 紫外分光光度計或氣相色譜儀 |
二、醫用外科口罩
序號 | 項目 | 主要檢測設備舉例 |
1 | 外觀 | 目測 |
2 | 結構與尺寸 | 通用或專用量具 |
3 | 鼻夾 | 通用或專用量具 |
4 | 口罩帶 | 10N砝碼、或電子拉力機、或推拉力計 |
5 | 過濾效率 | 細菌過濾效率檢測儀、顆粒過濾性能測試儀、恒溫恒濕試驗箱 |
6 | 壓力差 | 氣流阻力檢測儀 |
7 | 阻燃性能 | 阻燃性能測試儀 |
8 | 合成血液穿透 | 合成血液穿透測試儀、恒溫恒濕試驗箱、表面張力儀 |
9 | 微生物檢測 | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡、霉菌培養箱、生物安區柜、超凈工作臺 |
10 | 環氧乙烷殘留量 | 氣相色譜儀 |
三、醫用防護口罩
序號 | 項目 | 主要檢測設備舉例 |
1 | 外觀 | 目測 |
2 | 尺寸 | 通用或專用量具 |
3 | 鼻夾 | 目測、手動調節 |
4 | 口罩帶 | 10N砝碼、或電子拉力機、或推拉力計 高低溫試驗箱(70℃±3℃、-30℃±3℃) |
5 | 過濾效率 | 顆粒過濾性能測試儀、高低溫試驗箱(70℃±3℃、-30℃±3℃) |
6 | 氣流阻力 | 氣流阻力檢測儀、高低溫試驗箱(70℃±3℃、-30℃±3℃) |
7 | 合成血液穿透 | 合成血液穿透測試儀、恒溫恒濕試驗箱、表面張力儀 |
8 | 表面抗濕性 | 抗濕性測試儀 |
9 | 阻燃性能 | 阻燃性能測試儀、高低溫試驗箱(70℃±3℃、-30℃±3℃) |
10 | 密合性 | 密合性測試儀 |
11 | 微生物檢測 | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡、霉菌培養箱、生物安區柜、超凈工作臺 |
12 | 環氧乙烷殘留量 | 氣相色譜儀 |
附件2
微生物指標檢測培養基、試劑、對照菌種清單
檢測項目 | 主要培養基 | 主要試劑 | 培養溫度 | 對照菌種 | 培養時間 | 主要檢測設備舉例 | 備注 |
細菌菌落總數 | 營養瓊脂培養基 | 生理鹽水 | 35℃±2℃ | 48小時 | 電子天平、細菌培養箱、蒸汽滅菌器 | ||
大腸菌群 | 乳糖膽鹽發酵培養基、乳糖發酵培養基、伊紅美藍瓊脂培養基 | 生理鹽水、革蘭氏染液 | 35℃±2℃ | 大腸埃希菌 | 24小時(陰性結果) 72小時(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
綠膿桿菌 | SCDLP培養基、十六烷三甲基溴化銨瓊脂培養基、硝酸鹽胨水培養基、明膠培養基 | 生理鹽水、革蘭氏染液、二甲基對苯二銨、三氯甲烷、鹽酸 | 35℃±2℃ 42℃(有疑似結果時) | 綠膿桿菌 | 48小時(陰性結果) 96小時(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
金黃色葡萄球菌 | SCDLP培養基、血瓊脂平板、甘露醇培養基 | 生理鹽水、兔血漿 | 35℃±2℃ | 金黃色葡萄球菌 | 72小時(陰性結果) 5天(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
溶血性鏈球菌 | 葡萄糖肉湯培養基、血瓊脂平板 | 生理鹽水、草酸鉀兔血漿、革蘭氏染液、桿菌肽紙片 | 35℃±2℃ | 溶血性鏈球菌 | 48小時(陰性結果) 96小時(有疑似結果時) | 電子天平、細菌培養箱、蒸汽滅菌器、顯微鏡 | 顯微鏡用于疑似菌落的革蘭氏染色后鏡檢 |
真菌計數或真菌定性 | 沙氏瓊脂培養基、沙氏液體培養基 | 生理鹽水 | 25℃±2℃ | 7天 | 電子天平、霉菌培養箱、蒸汽滅菌器 | ||
無菌檢查 | 硫乙醇酸鹽流體培養基、胰酪大豆胨液體培養基 | / | 30℃~35℃(硫乙醇酸鹽流體培養基) 20℃~25℃(胰酪大豆胨液體培養基) | 金黃色葡萄球菌 | 14天 | 細菌培養箱、霉菌培養箱 | 硫乙醇酸鹽流體培養基置細菌培養箱培養、胰酪大豆胨液體培養基置霉菌培養箱培養 |
附件7
江蘇省醫用一次性防護服技術審評要點
一、申請表
1.產品名稱應為:醫用一次性防護服。
2.預期用途應為:適用于醫務人員在工作時接觸到的具有潛在感染性的患者血液、體液、分泌物、空氣中的顆粒物等提供阻隔、防護作用。
3.規格型號、結構組成與技術要求等資料中完全一致。
4.企業名稱、住所、統一社會信用代碼等應與營業執照一致。
二、證明性文件
境內申請人應當提交:企業營業執照副本復印件。
三、醫療器械安全有效基本要求清單
說明產品符合《醫療器械安全有效基本要求清單》各項適用要求所采用的方法,以及證明其符合性的文件。對于《醫療器械安全有效基本要求清單》中不適用的各項要求,應當說明其理由。
表格第3列若適用,應注明“是”。不適用應注明“否”,并說明不適用的理由。
表格第4列應當填寫證明該醫療器械符合安全有效基本要求的方法,通常可采取下列方法證明符合基本要求:
(1)符合已發布的醫療器械部門規章、規范性文件。
(2)符合醫療器械相關國家標準、行業標準、國際標準。
(3)符合普遍接受的測試方法。
(4)符合企業自定的方法。
(5)與已批準上市的同類產品的比較。
(6)臨床評價。
為符合性提供的證據應標明在注冊申報資料中的位置和編號。對于包含在產品注冊申報資料中的文件,應當說明其在申報資料中的具體位置。例如:八、注冊檢驗報告;說明書第4.2章。對于未包含在產品注冊申報資料中的文件,應當注明該證據文件名稱及其在質量管理體系文件中的編號備查。
四、綜述資料
(一)概述
描述申報產品的管理類別、分類編碼及名稱的確定依據。
醫用一次性防護服的管理類別為二類、分類編碼14-14及名稱的確定依據行標。
(二)產品描述
描述產品工作原理、作用機理、結構組成、主要原材料,以及區別于其他同類產品的特征等內容,必要時提供圖示說明。
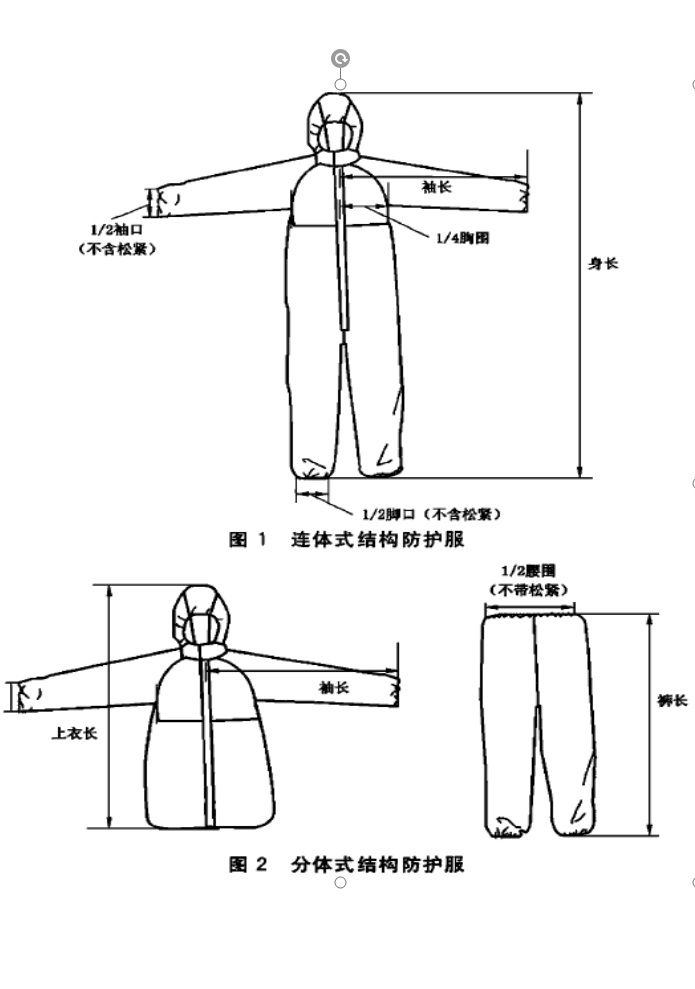
醫用防護服為具有特定液體阻隔功能、特定強度、過濾效率阻燃性能、抗靜電和靜電衰減功能的適宜材料制成,分為連身式和分身式兩種,由連帽上衣、褲子組成,袖口、腳踝口為彈性收口,帽子面部收口及腰部收口可采用彈性收口、拉繩收口或搭扣。(圖示舉例見圖1、圖2)
(三)型號規格
對于存在多種型號規格的產品,應當明確各型號規格的區別。應當采用對比表及帶有說明性文字的圖片、圖表,對于各種型號規格的結構組成、功能、產品特征、性能指標等方面加以描述。
1.防護服一般為連身式和分身式兩種型式,應當明確各型號規格的區別。
2.應當采用對比表及帶有說明性文字的圖片、圖表,對于各種型號規格的結構組成(或配置)、功能、產品特征和運行模式、性能指標等方面加以描述。
3.描述應與技術要求、說明書中完全一致。
(四)包裝說明
有關產品包裝的信息情況,對于無菌醫療器械,應當說明與滅菌方法相適應的最初包裝的信息。
1.詳細描述產品包裝的類型、材質等,以及與該產品一起銷售的配件包裝情況;應明確最小包裝、中包裝、大包裝的各自信息。
2.對于無菌醫療器械,應當說明與滅菌方法相適應的最初包裝的信息。
(五)適用范圍和禁忌癥
1.適用范圍:應當明確產品所提供的治療、診斷等符合《醫療器械監督管理條例》第七十六條定義的目的,并可描述其適用的醫療階段;明確目標用戶及其操作該產品應當具備的技能/知識/培訓;說明產品是一次性使用還是重復使用。
適用范圍:適用于醫務人員在工作時接觸到的具有潛在感染性的患者血液、體液、分泌物、空氣中的顆粒物等提供阻隔、防護作用。
2.預期使用環境:該產品預期使用的地點如醫療機構、實驗室、救護車、家庭等,以及可能會影響其安全性和有效性的環境條件(如,溫度、濕度、功率、壓力、移動等)。
預期使用的地點醫療機構、實驗室、救護車等。非無菌產品不得在無菌環境下使用。
3.適用人群:目標患者人群的信息。
臨床醫護人員。
4.禁忌癥:如適用,應當明確說明該器械不適宜應用的某些疾病、情況或特定的人群(如兒童、老年人、孕婦及哺乳期婦女、肝腎功能不全者)。
如對材料過敏者。
(六)參考的同類產品或前代產品應當提供同類產品(國內外已上市)或前代產品(如有)的信息,闡述申請注冊產品的研發背景和目的。對于同類產品,應當說明選擇其作為研發參考的原因。
同時列表比較說明產品與參考產品(同類產品或前代產品)在工作原理、結構組成、制造材料、性能指標、作用方式(如植入、介入),以及適用范圍等方面的異同。
制作對比表格,描述內容應與技術要求等一致。
(七)其他需說明的內容。
五、研究資料
根據所申報的產品,提供適用的研究資料。
(一)產品性能研究
應當提供產品性能研究資料以及產品技術要求的研究和編制說明,包括功能性、安全性指標以及與質量控制相關的其他指標的確定依據,所采用的標準或方法、采用的原因及理論基礎。
依據:GB 19082-2009 醫用一次性防護服技術要求、YY∕T 1499-2016醫用防護服的液體阻隔性能和分級、YY∕T 1498-2016 醫用防護服的選用評估指南。
參考:GB 15979-2002 一次性使用衛生用品衛生標準、GB/T 14233系列標準(化學分析和生物學試驗方法)、GB/T3923.1-2013、GB/T4744-2012、GB/T4745-2012、GB/T5455-2014、GB/T12703.1-2008、GB/T12703.1-2008、GB/T12704.1-2009等紡織品系列方法。
原材料應具有穩定的供貨渠道,以保證終產品的質量,應提供供貨合同及原材料供應商出廠檢測報告等,檢測報告中至少應包含克重、斷裂強力等。如對原材料進行后處理,如覆膜或增加助劑等,應對添加的材料和工藝進行規定和驗證。
關注點:
1.外觀:關注“表面不允許有粘連”、“針縫的針眼應密封處理,針距每3cm應為8-14針”和“拉鏈不能外露,拉頭應能自鎖”。
2.結構:“袖口、腳踝口采用彈性收口、帽子面部收口及腰部采用彈性收口、拉繩收口或搭扣”。(關注關鍵部位的定義“防護服的關鍵部位是防護服的左右前襟,左右臂及背部位置”,可在圖示部分標“注”,也可在此處說明)
3.尺寸:偏差±2cm。
4.液體阻隔功能:抗滲水性(1.67 kPa,關注是對關鍵部位)、透濕量、表面抗濕性和抗合成血液穿透性(關注不同級別)。
5.斷裂強力(45N,關注是對于關鍵部位材料)。
6.斷裂伸長率(不小于15%,關注是對于關鍵部位材料)。
7.過濾效率 (不小于70%,關注是對于關鍵部位材料及接縫處)。
8.抗靜電性(不大于0.6μC/件)。
9.靜電衰減性能(不超過0.5s) 。
10.阻燃性能(損毀長度應不大于200mm;續燃時間不超過15s;陰燃時間不超過10s)。
11.無菌(明確滅菌方式,經環氧乙烷滅菌)。
12.環氧乙烷殘留量(10μg/g)。
13.非無菌微生物指標(細菌菌落總數≤200;真菌菌落總數≤100;不得檢出致病菌)。
(二)生物相容性評價研究
應對成品中與患者和使用者直接或間接接觸的材料的生物相容性進行評價。
生物相容性評價研究資料應當包括:
1.生物相容性評價的依據和方法
評價是對醫用一次性防護服進行的醫療器械生物學評價,依據GB 19082-2010開展。
2.產品所用材料的描述及與人體接觸的性質
產品按人體接觸性質分類為表面器械a皮膚(僅與皮膚表面接觸的器械);按接觸時間分類為a短期接觸(在24小時以內一次,多次或重復使用或接觸的器械)。
3.實施或豁免生物學試驗的理由和論證
產品可以用成品進行生物學試驗,也可以使用原材料進行生物學試驗。以原材料(重點為與人體接觸的內層無紡布)進行生物學試驗的可以提供供方的有資質的檢驗機構出具的檢驗報告,使用原材料生物學試驗報告進行豁免成品生物學試驗的企業應明確原材料在生產加工過程中沒有進行改性處理。
產品應按照GB/T16886.10-2017《醫療器械生物學評價 第10部分:刺激與皮膚致敏試驗》中6.3進行皮膚刺激試驗,原發性刺激指數應不大于1。
4.對于現有數據或試驗結果的評價。
可委托具有醫療器械檢驗資質認定或中國計量認證(CMA)且在其承檢范圍之內的生物學實驗室按照相關標準進行試驗。檢驗報告(報告編號:xxxxx)顯示,皮膚刺激試驗結果均符合要求,表明醫用一次性防護服所用材料具有安全的生物學特性,可進行臨床使用。
(四)滅菌/消毒工藝研究
1.生產企業滅菌:應明確滅菌工藝(方法和參數)和無菌保證水平(SAL),并提供滅菌確認報告。
2.殘留毒性:如滅菌使用的方法容易出現殘留,應當明確殘留物信息及采取的處理方法,并提供研究資料。
環氧乙烷滅菌確認報告應按GB/T18279.2中第9章要求進行確認,應包括以下內容:
1.滅菌確認的方案包括在測試開始前規定的接收準則,確認要素應包括IQ、OQ、PQ;方案應通過專家評審。
2.滅菌確認報告中應對下列事項進行描述并形成文件:a) 需實施的確認步驟;b)確認步驟實施的方法以及相關負責人、責任部門和/或外部承包商的清單。
(五)產品有效期和包裝研究
1.有效期的確定:應當提供產品有效期的驗證報告。
有效期驗證可分為實時老化或加速老化。
在穩定性研究中應監測整個有效期內確保產品安全性和有效性的關鍵參數,如在產品技術要求中所描述的參數,并提交所選擇測試方法的驗證資料。考慮加速/實時老化對于終產品的影響,以及產品的穩定性和批間可重復性。還應通過無菌檢測或包裝完整性檢測證明產品在有效期內保持無菌狀態或微生物限度。
加速老化依據:YY/T0681.1-2018;有效期驗證關注點:儀器設備、加速老化理論、加速老化計劃、加速老化因子的確定、加速老化方案步驟、老化后試驗指南。
2.包裝及包裝完整性:在宣稱的有效期內以及運輸儲存條件下,保持包裝完整性的依據。
產品包裝驗證依據GB/T 19633《最終滅菌醫療器械包裝》系列標準、YY/T 0681系列標準、YY/T 0698系列標準等,提交產品的包裝驗證報告。也可以參照ISO 11607系列標準、ASTM D4169-16、EN868-1999、ISO11607-1:2006、ISO11607-2:2006等國際標準。
產品運輸包裝的評估:運輸包裝設計的依據、選材、包裝系統的評價、分析評價。
建議包含以下內容:
1、驗證實施計劃;2、包裝驗證確認方案;3、驗證報告;4、包驗操作人員資格的確認;5、包裝材料適用性確認;6、包裝熱合機安裝運行確認;7、計量器具確認;8、包裝材料微生物屏障的確認;9、包裝材料初始污染菌數確認;10、包裝材料膜材雜質確認;11、包裝材料拉伸性能確認;12、包裝材料熱封內壓試驗確認;13、包裝材料熱合后外觀確認;14、包裝材料不透氣性確認;15、包裝熱封泄漏試驗確認;16、包裝材料熱封拉力試驗確認;17、包裝材料有效期確認;18、包裝材料與滅菌過程的相適應性確認;19、包裝材料與貯存運輸過程的相適應性確認;20、結論。
建議企業繼續關注以下內容:
1、包裝材印刷、涂層耐化學性能確認;2、包裝熱合的工藝條件確認,封口厚度、封口溫度、冷卻溫度、加熱時間、時間間隔、極限溫度;3、包裝熱合的生產環境確認,組裝車間風速、組裝車間風量、換氣次數、靜壓差、空氣潔凈度、溫度、相對濕度、浮游菌;4、包裝的生物相容性確認。
(六)其他資料
證明產品安全性、有效性的其他研究資料。
六、生產制造信息
(一)無源醫療器械
應當明確產品生產加工工藝,注明關鍵工藝和特殊工藝,并說明其過程控制點。明確生產過程中各種加工助劑的使用情況及對雜質(如殘留單體、小分子殘留物等)的控制情況。
核對工藝流程圖,是否明確關鍵工序、特殊工藝,委外工序等。
(二)生產場地
有多個研制、生產場地,應當概述每個研制、生產場地的實際情況。
核對地址的一致,租賃協議、廠房證明文件等;潔凈生產環境是否與產品生產相符合;凈化車間的檢測報告應提供。
七、臨床評價資料
按照相應規定提交臨床評價資料。對于列入《免于進行臨床試驗的醫療器械目錄》(以下簡稱《目錄》)產品,注冊申請人需提交申報產品相關信息與《目錄》所述內容的對比資料和申報產品與已獲準境內注冊的《目錄》中醫療器械的對比說明。具體需提交的臨床評價資料要求如下:
(一)提交申報產品相關信息與《目錄》所述內容的對比資料;
(二)提交申報產品與《目錄》中已獲準境內注冊醫療器械的對比說明,對比說明應當包括《申報產品與目錄中已獲準境內注冊醫療器械對比表》(見國家局2015年第14號通告附1)和相應支持性資料。
提交的上述資料應能證明申報產品與《目錄》所述的產品具有等同性。若無法證明申報產品與《目錄》產品具有等同性,則應按照醫療器械臨床評價技術指導原則其他要求開展相應工作。
八、產品風險分析資料
產品風險分析資料是對產品的風險管理過程及其評審的結果予以記錄所形成的資料。應當提供對于每項已判定危害的下列各個過程的可追溯性:
(一)風險分析:包括醫療器械適用范圍和與安全性有關特征的判定、危害的判定、估計每個危害處境的風險。
(二)風險評價:對于每個已判定的危害處境,評價和決定是否需要降低風險。
(三)風險控制措施的實施和驗證結果,必要時應當引用檢測和評價性報告,如生物學評價等。
(四)任何一個或多個剩余風險的可接受性評定。
應按YY/T 0316-2016中要求修改。
九、產品技術要求
醫療器械產品技術要求應當按照《醫療器械產品技術要求編寫指導原則》的規定編制。
企業可以根據自身產品的技術特點制定相應的技術要求,但性能指標不得低于相關國家標準、行業標準的有關要求(醫用一次性防護服標準為GB19082-2010),如有不適用條款,應說明理由。產品技術要求中應明確規格型號的劃分、產品的結構組成等內容。
技術要求舉例模板詳見附件。
十、產品注冊檢驗報告
國家藥監部門認可的、有醫療器械檢驗資質或《市場監管總局公布獲國家級資質認定的醫療器械防護用品檢驗檢測機構名錄》中的檢驗機構申請注冊檢驗,并獲得符合產品技術要求的全性能檢驗報告和預評價意見。注冊審查時提出補充檢驗要求的,應在原檢驗機構進行檢驗。注冊檢驗樣品的生產應符合醫療器械質量管理體系的相關要求。
同一注冊單元內所檢驗的產品應能夠代表本注冊單元內其他產品的安全性和有效性。
當代表性產品的全性能不能覆蓋本單元中所有產品性能時,應進行差異性檢驗。
連身式和分身式應分別送檢,無菌和非無菌均有的產品,應對無菌產品進行全性能檢驗,同時補充檢測非無菌產品的微生物限度要求。
注冊檢驗應為產品技術要求的全性能檢驗。
十一、產品說明書和最小銷售單元的標簽樣稿
醫用防護服產品的說明書、標簽應符合相關法規規定、《醫療器械說明書和標簽管理規定》。
(一)醫療器械說明書一般應當包括以下內容:
1.產品名稱、型號、規格;
2.注冊人的名稱、住所、聯系方式及售后服務單位;
3.生產企業的名稱、住所、生產地址、聯系方式及生產許可證編號;
4.醫療器械注冊證編號;
5.產品技術要求的編號;
6.產品性能、主要結構組成或者成分、適用范圍;產品為“無菌”或“非無菌”,無菌產品還應標明滅菌方式;
7.產品使用說明(方法);
8.產品儲存、運輸條件、方法;
9.禁忌癥、注意事項、警示以及提示的內容;
10.生產日期,使用期限或者失效日期;
11.說明書的編制或者修訂日期;
12.標簽所用的圖形、符號、縮寫等內容的解釋;
13.其他應標注的內容。若防護服不具備阻燃性能及靜電衰減性能,應在說明書中注明:產品不具備阻燃性能,應避免靠近明火;靜電衰減性能未檢測。
(二)醫療器械標簽一般應當包括以下內容:
1.產品名稱、型號、規格;
2.注冊人的名稱、住所、聯系方式;
3.醫療器械注冊證編號;
4.生產企業的名稱、住所、生產地址、聯系方式及生產許可證編號;
5.生產日期,使用期限或者失效日期;
6.根據產品特性應當標注的圖形、符號以及其他相關內容;
7.必要的警示、注意事項;產品為“無菌”或“非無菌”,無菌產品還應標明滅菌方式;
8.儲存,操作條件及說明;
9.若防護服不具備阻燃性能及靜電衰減性能,應在標簽中注明:產品不具備阻燃性能,應避免靠近明火;靜電衰減性能未檢測。
十二、符合性聲明
(一)申請人聲明本產品符合《醫療器械注冊管理辦法》和相關法規的要求;聲明本產品符合《醫療器械分類規則》有關分類的要求;聲明本產品符合現行國家標準、行業標準,并提供符合標準的清單。
(二)所提交資料真實性的自我保證聲明(境內產品由申請人出具,進口產品由申請人和代理人分別出具)。
附件:醫用一次性防護服產品技術要求舉例
附件
醫療器械產品技術要求
醫療器械產品技術要求編號:
醫用一次性防護服
1產品型號/規格及其劃分說明
1.1組成
醫用一次性防護服(以下簡稱醫用防護服) 由連帽上衣、褲子組成,袖口、腳踝口為彈性收口,帽子面部收口及腰部收口采用拉繩收口。
1.2產品型號/規格
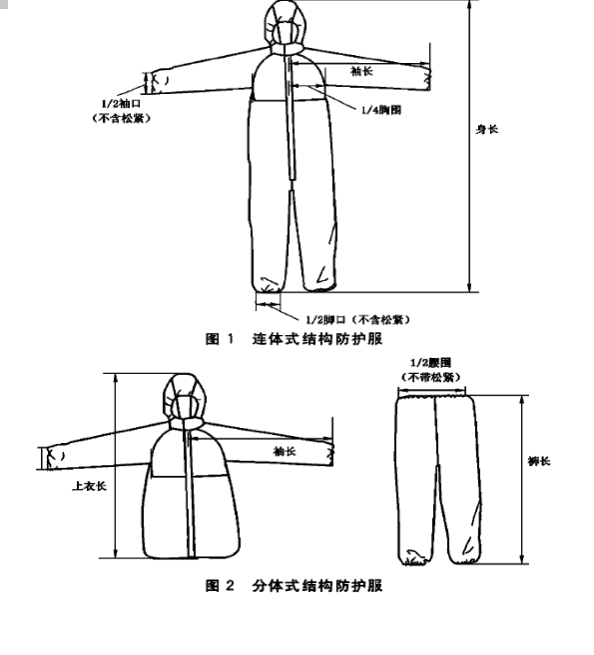
醫用防護服按型式分為連身式和分身式兩種,分別見圖1和圖2。
注:醫用防護服的關鍵部位是防護服的左右前襟,左右臂及背部位置。
2性能指標
2.1外觀
2.1.1醫用防護服應干燥、清潔、無霉斑,表面不允許有粘連、裂縫、孔洞等缺陷。
2.1.2醫用防護服連接部位可采用針縫、粘合或熱合等加工方式。針縫的針眼應密封處理,針距每3cm應為8-14針,線跡應均勻、平直,不得有跳針。粘合或熱合加工處理后的部位,應平整、密封,無氣泡。
2.1.3裝有拉鏈的防護服拉鏈不能外露,拉頭應能自鎖。
2.2結構
2.2.1醫用防護服由連帽上衣、褲子組成,可分為連身式結構和分身式結構。連身式和分身式結構分別見圖1、圖2 。
2.2.2醫用防護服的結構應合理,穿脫方便,結合部位嚴密。
2.2.3 袖口、腳踝口采用彈性收口,帽子面部收口及腰部采用彈性收口、拉繩收口或搭扣。
2.3尺寸
醫用防護服號型分為160、165、170、175、180、185,號型規格見表1和表2。
表1: 連身式號型規格 單位:cm
型號 | 身長 | 胸圍 | 袖長 | 袖口 | 腳口 |
160 | 165 | 120 | 84 | 18 | 24 |
165 | 169 | 125 | 86 | 18 | 24 |
170 | 173 | 130 | 90 | 18 | 24 |
175 | 178 | 135 | 93 | 18 | 24 |
180 | 181 | 140 | 96 | 18 | 24 |
185 | 188 | 145 | 99 | 18 | 24 |
偏差 | ±2 | ±2 | ±2 | ±2 | ±2 |
備注:尺寸可由企業根據實際自行設計。
表2: 分身式號型規格 單位:cm
型號 | 上衣長 | 胸圍 | 褲長 | 腰圍 |
160 | 76 | 120 | 105 | 100-105 |
165 | 78 | 125 | 108 | 105-110 |
170 | 80 | 120 | 94 | 110-115 |
175 | 82 | 125 | 99 | 115-120 |
180 | 84 | 140 | 117 | 120-125 |
185 | 86 | 145 | 120 | 125-130 |
偏差 | ±2 | ±2 | ±2 | ±2 |
備注:尺寸可由企業根據實際自行設計。
2.4液體阻隔功能
2.4.1抗滲水性
醫用防護服關鍵部位靜水壓應不低于1.67 kPa (17cm H20)。
2.4.2透濕量
醫用防護服材料透濕量應不小于2500g/(m2?d)
2.4.3抗合成血液穿透性
企業應明確防護服抗合成血液穿透性的級別。
醫用防護服抗合成血液穿透性應不低于表3中2級的要求。
表3:抗合成血液穿透性分級
級別 | 壓強值Kpa |
6 | 20 |
5 | 14 |
4 | 7 |
3 | 3.5 |
2 | 1.75 |
1 | 0a |
a 表示材料所受的壓強僅為試驗槽中的合成血液所產生的壓強。 | |
注:醫用防護服的液體阻隔性能及分級建議企業參考YY/T 1499-2016
2.4.4表面抗濕性
醫用防護服外側面沾水等級應不低于3級的要求。
2.5斷裂強力
醫用防護服關鍵部位材料的斷裂強力應不小于45N。
2.6斷裂伸長率
醫用防護服關鍵部位材料的斷裂伸長率應不小于15%。
2.7過濾效率
醫用防護服關鍵部位材料及接縫處對非油性顆粒的過濾效率應不小于70%。
2.8抗靜電性
醫用防護服的帶電量應不大于0.6μC/件。
2.9靜電衰減性能
醫用防護服材料靜電衰減時間不超過0.5s。
2.10阻燃性能
具有阻燃性能的醫用防護服應符合下列要求:
a)損毀長度應不大于200mm;
b)續燃時間不超過15s;
c)陰燃時間不超過10s。
2.11無菌
包裝上標志有“滅菌”或“無菌”字樣或圖示的防護服應無菌。
2.12環氧乙烷殘留量
經環氧乙烷滅菌的防護服,其環氧乙烷殘留量應不超過10μg/g。
2.13非無菌醫用防護服應符合GB15979-2002中微生物指標要求,見表4。
表4 防護服微生物指標
細菌菌落總數CFU/g | 大腸 菌群 | 綠膿 桿菌 | 金黃色 葡萄球菌 | 溶血性 鏈球菌 | 真菌菌落總數CFU/g |
≤200 | 不得檢出 | 不得檢出 | 不得檢出 | 不得檢出 | ≤100 |
3檢驗方法
3.1外觀
3.1.1以目力觀測,應符合2.1.1的要求。
3.1.2以目力檢查,應符合2.1.2的要求。
3.1.3對每件防護服樣品的拉鎖進行拉合操作5次,測定3件,均應符合2.1.3的要求。
3.2結構
以目力檢查,應符合2.2的要求。
3.3尺寸
通用量具進行測量,應符合2.3的要求。
3.4液體阻隔功能
3.4.1抗滲水性
由醫用防護服關鍵部位取樣,按GB/T4744-2013規定的靜水壓試驗進行,應符合2.4.1的要求。
3.4.2透濕量
醫用防護服材料GB/T12704.1-2009規定的吸濕法進行試驗,應符合2.4.2的要求。
3.4.3抗合成血液穿透性
醫用防護服抗合成血液穿透性按GB19082-2009附錄A進行試驗,應符合2.4.3的要求。
3.4.4表面抗濕性
醫用防護服外側面按GB/T4745-2012規定的沾水試驗進行,因符合2.4.4的要求。
3.5斷裂強力
醫用防護服關鍵部位材料按GB/T3923.1-2013規定的條樣法進行試驗應符合2.5的要求。
3.6斷裂伸長率
醫用防護服關鍵部位材料按GB/T3923.1-2013規定的條樣法進行試驗,應符合2.6的要求。
3.7過濾效率
按GB19082-2009標準中5.7規定的方法進行試驗,應符合2.7的要求。
3.8抗靜電性
按GB/T12703.3-2009中規定的方法進行試驗,應符合2.8的要求。
3.9靜電衰減性能
按GB19082-2009標準中5.9規定的方法進行試驗,應符合2.9的要求。
3.10阻燃性能
按GB/T5455-2014標準規定的垂直法進行燃燒性能試驗,應符合2.10的要求。
3.11無菌
按GB/T 14233.2-2005中第3章規定的方法進行試驗,應符合2.11的要求。
3.12環氧乙烷殘留量
按GB19082-2009標準中5.13中規定的方法進行試驗,應符合2.12的要求。
3.13 微生物指標
按照GB15979-2002附錄B規定的方法進行試驗,應符合2.13的要求。
附注:醫用一次性防護服產品技術要求涉及的標準目錄
GB 15979-2002一次性使用衛生用品衛生標準
GB 19082-2009醫用一次性防護服技術要求
GB/T3923.1-2013紡織品 織物拉伸性能 第1部分:斷裂強力和斷裂伸長率的測定 條樣法
GB/T4744-2012紡織品 防水性能的檢測和評價 靜水壓法
GB/T4745-2012紡織品 防水性能的檢測和評價 沾水法
GB/T5455-2014紡織品 燃燒性能 垂直方向 損毀長度陰燃和續燃時間的測定
GB/T12703.1-2008紡織品 靜電性能的評定 第1部分:靜電壓半衰期
GB/T12704.1-2009紡織品 織物透濕性試驗方法 第1部分:吸濕法
GB/T 14233.1-2008醫用輸液、輸血、注射器具檢驗方法 第1部分:化學分析方法
GB/T 14233.2-2005醫用輸血、輸液、注射器具檢測方法 第2部分:生物學試驗方法
YY∕T 1498-2016醫用防護服的選用評估指南
YY∕T 1499-2016醫用防護服的液體阻隔性能和分級
《中華人民共和國藥典》(2015年版 四部)
附件8:
江蘇省醫用口罩技術審評要點
一、申請表
1.產品名稱應為:一次性使用醫用口罩、醫用外科口罩和醫用防護口罩
2.預期用途應為:一次性使用醫用口罩適用于普通醫療環境中佩戴、阻隔口腔和鼻腔呼出或噴出污染物;醫用外科口罩適用于由臨床醫務人員在有創操作等過程中佩戴;醫用防護口罩適用于醫療工作環境下,過濾空氣中的顆粒物、阻隔飛沫、血液、體液、分泌物等的自吸過濾。
3.規格型號、結構組成與技術要求等資料中完全一致。
4.企業名稱、住所、統一社會信用代碼等應與營業執照一致。
二、證明性文件
境內申請人應當提交企業營業執照副本復印件。
三、醫療器械安全有效基本要求清單
說明產品符合《醫療器械安全有效基本要求清單》各項適用要求所采用的方法,以及證明其符合性的文件。對于《醫療器械安全有效基本要求清單》中不適用的各項要求,應當說明其理由。
表格第3列若適用,應注明“是”。不適用應注明“否”,并說明不適用的理由。
表格第4列應當填寫證明該醫療器械符合安全有效基本要求的方法,通常可采取下列方法證明符合基本要求:
(1)符合已發布的醫療器械部門規章、規范性文件。
(2)符合醫療器械相關國家標準、行業標準、國際標準。
(3)符合普遍接受的測試方法。
(4)符合企業自定的方法。
(5)與已批準上市的同類產品的比較。
(6)臨床評價。
為符合性提供的證據應標明在注冊申報資料中的位置和編號。對于包含在產品注冊申報資料中的文件,應當說明其在申報資料中的具體位置。例如:八、注冊檢驗報告;說明書第4.2章。對于未包含在產品注冊申報資料中的文件,應當注明該證據文件名稱及其在質量管理體系文件中的編號備查。
四、綜述資料
(一)概述
描述申報產品的管理類別、分類編碼及名稱的確定依據。
一次性使用醫用口罩產品的管理類別為二類、分類編碼14-14及名稱的確定依據行標;醫用外科口罩產品的管理類別為二類、分類編碼14-13及名稱的確定依據行標;醫用防護口罩產品的管理類別為二類、分類編碼14-14及名稱的確定依據行標。
(二)產品描述
描述產品工作原理、結構組成、主要原材料,以及區別于其他同類產品的特征等內容,必要時提供圖示說明。
1.產品工作原理
醫用口罩大部分為自吸式過濾口罩,其工作原理是使含有害物的空氣通過口罩的濾料過濾后再被人吸入或者呼出。口罩濾料的過濾機理主要有以下幾種(見圖1):
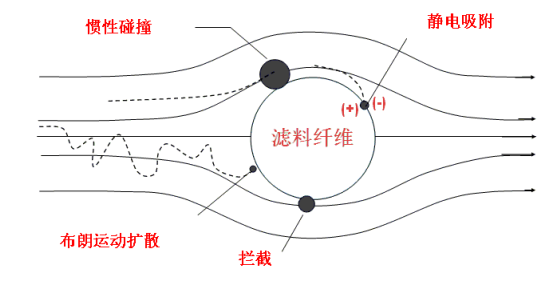 |
圖1 濾料纖維過濾機制示意圖
(1)擴散沉積:粒子布朗運動擴散位移到過濾纖維,受分子引力作用而被吸附。最易捕捉小尺度粒子、細纖維和低速運動的粒子。
(2)截留沉積:隨氣流運動的較大粒子被過濾材料的機械篩濾作用截留。粒子直徑與濾膜纖維的直徑的比率影響攔截效率。
(3)慣性沉積:粒子通過過濾材料彎曲的網狀通道時,粒子由于慣性作用脫離氣流撞擊過濾纖維,并受分子引力作用被截留。大粒子、高密度、速度快時截留效果好。
(4)靜電吸引沉積:粒子被過濾纖維的靜電作用產生的沉積。
顆粒越小時,1、4沉積效應越強,顆粒越大時,2、3效果越好,所以并非越小的顆粒越難被過濾。綜合4種過濾機制的協同作用,普通機械性濾料最易穿透粒徑的范圍是0.1μm~0.3μm(見圖2)。
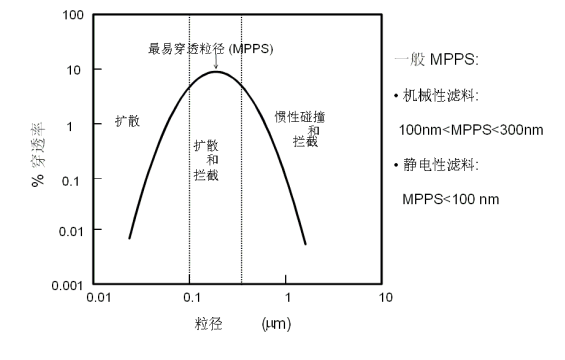 |
圖2 濾料穿透率和粒徑關系
2.結構組成(含配合使用的附件)、主要原材料與技術要求完全一致。
3.如有區別于其他同類產品的特征應明確。
4.應提供產品圖示說明。
(三)型號規格
對于存在多種型號規格的產品,應當明確各型號規格的區別。應當采用對比表及帶有說明性文字的圖片、圖表,對于各種型號規格的結構組成、功能、產品特征、性能指標等方面加以描述。
1.應當明確各型號規格的區別。
2.應當采用對比表及帶有說明性文字的圖片、圖表,對于各種型號規格的結構組成、功能、產品特征、性能指標等方面加以描述。
3.描述應與技術要求、說明書中完全一致。
(四)包裝說明
1.詳細描述產品包裝的類型、材質等,以及與該產品一起銷售的配件包裝情況;應明確最小包裝、中包裝、大包裝的各自信息。
2.對于無菌醫療器械,應當說明與滅菌方法相適應的最初包裝的信息。
(五)適用范圍和禁忌癥
1.適用范圍:應當明確產品符合《醫療器械監督管理條例》第七十六條定義的目的,并可描述其適用的醫療階段;明確目標用戶及其操作該產品應當具備的技能/知識/培訓;說明產品是一次性使用還是重復使用。
一次性使用醫用口罩適用于普通醫療環境中佩戴、阻隔口腔和鼻腔呼出或噴出污染物。
醫用外科口罩適用于由臨床醫務人員在有創操作等過程中佩戴。
醫用防護口罩適用于醫療工作環境下,過濾空氣中的顆粒物、阻隔飛沫、血液、體液、分泌物等的自吸過濾。
2.預期使用環境:該產品預期使用的地點如醫療機構、實驗室、救護車、家庭等,以及可能會影響其安全性和有效性的環境條件(如,溫度、濕度、功率、壓力、移動等)。
預期使用的地點醫療機構、實驗室、救護車等。非無菌產品不得在無菌環境下使用。
3.適用人群:目標人群的信息。
臨床醫務人員。
4.禁忌癥:如適用,應當明確說明該器械不適宜應用的某些疾病、情況,或特定的人群(如兒童、老年人、孕婦及哺乳期婦女、肝腎功能不全者)。
如對材料過敏者,呼吸困難者等。
(六)參考的同類產品或前代產品應當提供同類產品(國內外已上市)或前代產品(如有)的信息,闡述申請注冊產品的研發背景和目的。對于同類產品,應當說明選擇其作為研發參考的原因。
同時列表比較說明產品與參考產品(同類產品或前代產品)在工作原理、結構組成、制造材料、性能指標、作用方式(如植入、介入),以及適用范圍等方面的異同。
制作對比表格,描述內容應與技術要求等一致。
(七)其他需說明的內容
五、研究資料
根據所申報的產品,提供適用的研究資料。
(一)產品性能研究
應當提供產品性能研究資料以及產品技術要求的研究和編制說明,包括功能性、安全性指標以及與質量控制相關的其他指標的確定依據,所采用的標準或方法、采用原因及理論基礎。
依據:一次性使用醫用口罩標準為YY/T0969-2013,醫用外科口罩標準為YY0469-2011,醫用防護口罩標準為GB19083-2010。
參考:GB 15979-2002 一次性使用衛生用品衛生標準、GB/T 14233系列標準(化學分析和生物學試驗方法)、GB/T 4745-2012 紡織織物表面抗濕性測定沾水試驗、YY/T 0691-2008 傳染性病原體防護裝備 醫用面罩抗合成血穿透性試驗方法、FZ/T 64034-2014 紡粘/熔噴/紡粘(SMS)法非織造布、FZ/T64005-2011衛生用薄型非織造布。
口罩的主體過濾材料:如聚丙烯熔噴布、高熔指聚丙烯(PP)制成的熔噴型無紡布是醫用口罩的核心材料。
應對產品的過濾材料進行控制,明確過濾材料的來源及質量要求,材料應具有相對穩定的生產工藝及供貨來源以保證產品的質量。應提供供貨合同及原材料供應商出廠檢測報告等,檢測報告中至少應包含單層無紡布、熔噴布的每平方米質量等。
關注點:
1.外觀(或口罩基本要求):關注“口罩佩戴好后,應能罩住佩戴者的口、鼻至下頜”。防護口罩:“應覆蓋佩戴者的口鼻部”“應具有良好的面部密合性”,“不應有呼吸閥”。
2.型號:面罩形狀可以分為平面形、鴨嘴形、拱形或折疊式等;佩戴方式可以分為耳掛式、綁帶式或頭帶式。防護口罩如果是平面形需重點關注密合性檢測。
3.尺寸:最大偏差應不超過±5%。
4.鼻夾:應配有鼻夾;長度應不小于8.0cm。
5.口罩帶:關注每根口罩帶的斷裂強力應不小于10N。
6.細菌過濾效率(BFE):應不小于95%。防護口罩可有等級,1級≥95、2級≥99、3級≥99.97;如有幾種分別送檢。外科口罩對非油性顆粒的過濾效率應不小于30%。
7.通氣(氣流)阻力:應不大于49 Pa/cm2。防護口罩,在氣體流量為85L/min的情況下,口罩的吸氣阻力不得超過343.2Pa。
8.無菌(明確滅菌方式,經環氧乙烷滅菌)。
9.環氧乙烷殘留量≤10μg/g。
10.非無菌微生物指標(細菌菌落總數:醫用口罩和外科口罩≤100,防護口罩≤200;真菌菌落總數:醫用口罩、外科口罩不得檢出,防護口罩≤100;都不得檢出致病菌)。
11.阻燃性能,外科口罩、防護口罩適用。
12.合成血液穿透,外科口罩、防護口罩適用。
13.表面抗濕性,防護口罩適用。
14.密合性,防護口罩適用。
(二)生物相容性評價研究
應對成品中與患者和使用者直接或間接接觸的材料的生物相容性進行評價。
生物相容性評價研究資料應當包括:
1.生物相容性評價的依據和方法
評價是對醫用口罩進行的醫療器械生物學評價,依據YY/T 0969-2013(YY 0469-2011或GB 19083-2010)開展。
2.產品所用材料的描述及與人體接觸的性質
產品按人體接觸性質分類為表面器械a皮膚(僅與皮膚表面接觸的器械);按接觸時間分類為a短期接觸(在24小時以內一次,多次或重復使用或接觸的器械)。
3.實施或豁免生物學試驗的理由和論證
產品可以用成品進行生物學試驗,也可以使用原材料進行生物學試驗。以原材料(重點為與人體接觸的內層無紡布)進行生物學試驗的可以提供供方的有資質的檢驗機構出具的檢驗報告,使用原材料生物學試驗報告進行豁免成品生物學試驗的企業應明確原材料在生產加工過程中沒有進行改性處理。
產品在研發階段確定與人體皮膚表面接觸部分的零件材質后,生物學試驗的選擇情況如下:
一次性使用醫用口罩、醫用外科口罩應按照GB/T16886.5-2017《醫療器械生物學評價 第5部分:體外細胞毒性試驗》中規定的MTT法進行試驗,細胞存活率應不小于70%;應按照GB/T16886.10-2017《醫療器械生物學評價 第10部分:刺激與皮膚致敏試驗》中6.3進行皮膚刺激試驗,原發性刺激指數應大于0.4;應按照GB/T16886.10-2017《醫療器械生物學評價 第10部分:刺激與皮膚致敏試驗》中7.3進行皮膚致敏試驗,應無皮膚致敏反應。
醫用防護口罩應按照GB/T16886.10-2017《醫療器械生物學評價 第10部分:刺激與皮膚致敏試驗》中6.3進行皮膚刺激試驗,原發性刺激指數應大于1。
4.對于現有數據或試驗結果的評價。
可委托具有醫療器械檢驗資質認定或中國計量認證(CMA)且在其承檢范圍之內的生物學實驗室按照相關標準進行試驗。醫用口罩產品出具的檢驗報告(報告編號:xxxxx)顯示,細胞毒性、皮膚致敏、皮膚刺激等生物學試驗結果均符合要求,表明醫用口罩所用材料具有安全的生物學特性,可進行臨床使用。
(四)滅菌/消毒工藝研究
1.生產企業滅菌:應明確滅菌工藝(方法和參數)和無菌保證水平(SAL),并提供滅菌確認報告。
2.殘留毒性:如滅菌使用的方法容易出現殘留,應當明確殘留物信息及采取的處理方法,并提供研究資料。
環氧乙烷滅菌確認報告應按GB/T18279.2中第9章要求進行確認,應包括以下內容:1.滅菌確認的方案包括在測試開始前規定的接收準則,確認要素應包括IQ、OQ、PQ;方案應通過專家評審;2.滅菌確認報告中應對下列事項進行描述并形成文件:a) 需實施的確認步驟;b)確認步驟實施的方法以及相關負責人、責任部門和/或外部承包商的清單。
(五)產品有效期和包裝研究
1.有效期的確定:應當提供產品有效期的驗證報告。
有效期驗證可分為實時老化和加速老化。
在穩定性研究中應監測整個有效期內確保產品安全性和有效性的關鍵參數,如在產品技術要求中所描述的參數,并提交所選擇測試方法的驗證資料。考慮加速/實時老化對于終產品的影響,以及產品的穩定性和批間可重復性。還應通過無菌檢測或包裝完整性檢測證明產品在有效期內保持無菌狀態或微生物限度。
加速老化依據為YY/T0681.1-2018,有效期驗證關注點: 儀器設備、加速老化理論、加速老化計劃、加速老化因子的確定、加速老化方案步驟、老化后試驗指南。
2.包裝及包裝完整性:在宣稱的有效期內以及運輸儲存條件下,保持包裝完整性的依據。
產品包裝驗證依據GB/T 19633《最終滅菌醫療器械包裝》系列標準、YY/T 0681系列標準、YY/T 0698系列標準等,提交產品的包裝驗證報告。也可以參照ISO 11607系列標準、ASTM D4169-16、EN868-1999、ISO11607-1:2006、ISO11607-2:2006等國際標準。
產品運輸包裝的評估:運輸包裝設計的依據、選材、包裝系統的評價、分析評價。
建議包含以下內容:
1、驗證實施計劃;2、包裝驗證確認方案;3、驗證報告;4、包驗操作人員資格的確認;5、包裝材料適用性確認;6、包裝熱合機安裝運行確認;7、計量器具確認;8、包裝材料微生物屏障的確認;9、包裝材料初始污染菌數確認;10、包裝材料膜材雜質確認;11、包裝材料拉伸性能確認;12、包裝材料熱封內壓試驗確認;13、包裝材料熱合后外觀確認;14、包裝材料不透氣性確認;15、包裝熱封泄漏試驗確認;16、包裝材料熱封拉力試驗確認;17、包裝材料有效期確認;18、包裝材料與滅菌過程的相適應性確認;19、包裝材料與貯存運輸過程的相適應性確認;20、結論。
建議企業繼續關注以下內容:
1、包裝材印刷、涂層耐化學性能確認;2、包裝熱合的工藝條件確認,封口厚度、封口溫度、冷卻溫度、加熱時間、時間間隔、極限溫度;3、包裝熱合的生產環境確認,組裝車間風速、組裝車間風量、換氣次數、靜壓差、空氣潔凈度、溫度、相對濕度、浮游菌;4、包裝的生物相容性確認。
(六)其他資料
證明產品安全性、有效性的其他研究資料。
六、生產制造信息
(一)無源醫療器械
應當明確產品生產加工工藝,注明關鍵工藝和特殊工藝,并說明其過程控制點。明確生產過程中各種加工助劑的使用情況及對雜質(如殘留單體、小分子殘留物等)的控制情況。
核對工藝流程圖,是否明確關鍵工序、特殊工藝,委外工序等。
(二)生產場地
有多個研制、生產場地,應當概述每個研制、生產場地的實際情況。
核對地址的一致,租賃協議、廠房證明文件等;潔凈生產環境是否與產品生產相符合;凈化車間的檢測報告應提供。
七、臨床評價資料
按照相應規定提交臨床評價資料。對于列入《免于進行臨床試驗的醫療器械目錄》(以下簡稱《目錄》)產品,注冊申請人需提交申報產品相關信息與《目錄》所述內容的對比資料和申報產品與已獲準境內注冊的《目錄》中醫療器械的對比說明。具體需提交的臨床評價資料要求如下:
(一)提交申報產品相關信息與《目錄》所述內容的對比資料;
(二)提交申報產品與《目錄》中已獲準境內注冊醫療器械的對比說明,對比說明應當包括《申報產品與目錄中已獲準境內注冊醫療器械對比表》(見國家局2015年第14號通告附1)和相應支持性資料。
提交的上述資料應能證明申報產品與《目錄》所述的產品具有等同性。若無法證明申報產品與《目錄》產品具有等同性,則應按照醫療器械臨床評價技術指導原則其他要求開展相應工作。
八、產品風險分析資料
產品風險分析資料是對產品的風險管理過程及其評審的結果予以記錄所形成的資料。應當提供對于每項已判定危害的下列各個過程的可追溯性:
(一)風險分析:包括醫療器械適用范圍和與安全性有關特征的判定、危害的判定、估計每個危害處境的風險。
(二)風險評價:對于每個已判定的危害處境,評價和決定是否需要降低風險。
(三)風險控制措施的實施和驗證結果,必要時應當引用檢測和評價性報告,如生物學評價等。
(四)任何一個或多個剩余風險的可接受性評定。
應按YY/T 0316-2016中要求修改
九、產品技術要求
醫療器械產品技術要求應當按照《醫療器械產品技術要求編寫指導原則》的規定編制。
企業可以根據自身產品的技術特點制定相應的技術要求,但性能指標不得低于相關國家標準、行業標準的有關要求(一次性使用醫用口罩標準為YY/T0969-2013,醫用外科口罩標準為YY0469-2011,醫用防護口罩標準為GB19083-2010),如有不適用條款,應說明理由。產品技術要求中應明確規格型號的劃分、產品的結構組成等內容。
一次性使用醫用口罩技術要求舉例詳見附件1,醫用外科口罩技術要求舉例詳見附件2,醫用防護口罩技術要求舉例詳見附件3。
十、產品注冊檢驗報告
國家藥監部門認可的、有醫療器械檢驗資質或《市場監管總局公布獲國家級資質認定的醫療器械防護用品檢驗檢測機構名錄》中的檢驗機構申請注冊檢驗,并獲得符合產品技術要求的全性能檢驗報告和預評價意見。注冊審查時提出補充檢驗要求的,應在原檢驗機構進行檢驗。注冊檢驗樣品的生產應符合醫療器械質量管理體系的相關要求。
同一注冊單元內所檢驗的產品應能夠代表本注冊單元內其他產品的安全性和有效性。
當代表性產品的全性能不能覆蓋本單元中所有產品性能時,應進行差異性檢驗。
如無菌和非無菌均有的產品,應對無菌產品進行全性能檢驗,同時補充檢測非無菌產品的微生物限度要求。
不同形狀的醫用防護口罩應分別進行密合性檢測,如鴨嘴形防護口罩密合性檢測不可覆蓋拱形防護口罩。
十一、產品說明書和最小銷售單元的標簽樣稿
醫用口罩的說明書、標簽應符合相關法規規定、《醫療器械說明書和標簽管理規定》。
1.醫療器械說明書一般應當包括以下內容:
(1)產品名稱、型號、規格;
(2)注冊人的名稱、住所、聯系方式及售后服務單位;
(3)生產企業的名稱、住所、生產地址、聯系方式及生產許可證編號;
(4)醫療器械注冊證編號;
(5)產品技術要求的編號;
(6)產品性能、主要結構組成或者成分、適用范圍;
產品為“無菌”或“非無菌”,無菌產品還應標明滅菌方式;
(7)產品使用說明(方法);
(8)產品儲存、運輸條件、方法;
(9)禁忌癥、注意事項、警示以及提示的內容;
(10)生產日期,使用期限或者失效日期;
(11)說明書的編制或者修訂日期;
(12)標簽所用的圖形、符號、縮寫等內容的解釋;
(13)其他應標注的內容。
2.醫療器械標簽一般應當包括以下內容:
(1)產品名稱、型號、規格;
(2)注冊人的名稱、住所、聯系方式;
(3)醫療器械注冊證編號;產品技術要求的編號;
(4)生產企業的名稱、住所、生產地址、聯系方式及生產許可證編號;
(5)生產日期,使用期限或者失效日期;
(6)根據產品特性應當標注的圖形、符號以及其他相關內容;
(7)必要的警示、注意事項;產品為“無菌”或“非無菌”,無菌產品還應標明滅菌方式;
(8)儲存,操作條件及說明。
十二、符合性聲明
(一)申請人聲明本產品符合《醫療器械注冊管理辦法》和相關法規的要求;聲明本產品符合《醫療器械分類規則》有關分類的要求;聲明本產品符合現行國家標準、行業標準,并提供符合標準的清單。
(二)所提交資料真實性的自我保證聲明。
附件:1.一次性使用醫用口罩技術要求舉例
2.醫用外科口罩技術要求舉例
3.醫用防護口罩技術要求舉例
附件1
醫療器械產品技術要求
醫療器械產品技術要求編號:
一次性使用醫用口罩
1 產品型號/規格及其劃分說明
1.1 組成
一次性使用醫用口罩(以下簡稱:口罩)一般由口罩體、口罩帶和鼻夾組成。口罩體有三層:內層(紡粘層)、中間層(熔噴層)、外層(紡粘層),鼻夾由可彎折的可塑性材料制成,口罩帶通常由滌綸線和少量氨綸線針織而成。
1.2 型號/規格
口罩按佩戴方式可分為綁帶式、耳掛式或頭帶式;也可按企業設計的外形及尺寸分,口罩尺寸舉例見表1。
表1:口罩尺寸舉例 單位:mm
名稱 | L | h |
口罩 | 170±5% | 100±5% |
120±5% | 100±5% |
備注:尺寸企業可自行設計,允差不超過±5%。
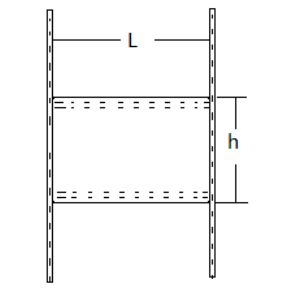 |
1.3口罩的基本型式見圖1。
圖1 口罩的基本型式
2 性能指標
2.1口罩外觀應整潔、形狀完好,表面不得有破損、污漬。口罩佩戴好后,應能罩住佩戴者的口、鼻至下頜。
2.2口罩的基本尺寸應符合表1的規定,最大偏差應不超過±5%。
2.3鼻夾
2.3.1口罩上應配有鼻夾,鼻夾由可塑性材料制成。
2.3.2鼻夾長度應不小于8.0cm。
2.4口罩帶(無紡布帶或松緊帶)
2.4.1口罩帶應戴取方便。
2.4.2每根口罩帶與口罩體連接點處的斷裂強力應不小于10N。
2.5細菌過濾效率(BFE)
口罩的細菌過濾效率應不小于95%。
2.6通氣阻力
口罩兩側面進行氣體交換的通氣阻力應不大于49 Pa/cm2。
2.7微生物指標
2.7.1 非滅菌口罩應符合表2的要求。
表2 口罩微生物指標
細菌菌落總數CFU/g | 大腸 菌群 | 綠膿 桿菌 | 金黃色 葡萄球菌 | 溶血性 鏈球菌 | 真菌 |
≤100 | 不得檢出 | 不得檢出 | 不得檢出 | 不得檢出 | 不得檢出 |
2.7.2無菌口罩經環氧乙烷滅菌,應無菌。
2.8口罩經環氧乙烷滅菌后,其環氧乙烷殘留量應不超過10μg/g。
3 檢驗方法
3.1外觀:隨機抽取3個樣品進行試驗。目視檢查,應符合2.1的要求。
3.2結構與尺寸:隨機抽取3個樣品進行試驗。實際佩戴,并以通用或專用量具測量,應符合2.2的要求。
3.3鼻夾
3.3.1隨機抽取3個樣品進行試驗。檢查鼻夾材質并手試彎折,均應符合2.3.1的要求。
3.3.2隨機抽取3個樣品進行試驗。取出鼻夾,以通用或專用量具測量,均應符合2.3.2的要求。
3.4口罩帶
3.4.1隨機抽取3個樣品進行試驗。通過佩戴檢查其調節情況,均應符合2.4.1的要求。
3.4.2隨機抽取3個樣品進行試驗。以10N的靜拉力進行測量,持續5s,結果均應符合2.4.2的要求。
3.5細菌過濾效率(BFE)
隨機抽取3個樣品進行試驗,按照YY0469中細菌過濾效率測試方法進行試驗,結果均應符合2.5的要求。
3.6通氣阻力
3.6.1隨機抽取3個樣品進行試驗。
3.6.2測試部分:取口罩中心部位進行測試。
3.6.3測試過程:試驗用氣體流量需調整至(8±0.2)L/min,樣品測試區直徑為25mm,測試樣品試驗面積為A。用壓差計或等效設備測定口罩兩側壓差,按公式(1)計算通氣阻力,結果均應符合2.6的規定。
? P = M/A .......................(1) 式中:
? P ——試驗樣品每平方厘米面積的壓力差值,單位為帕每平方厘米(Pa/cm2 );
M ——試驗樣品正壓值,單位為帕(Pa);
A ——試驗樣品測試面積,單位為平方厘米(cm2)。
3.7微生物指標
根據樣品標志,選擇進行下述試驗:
3.7.1按照GB15979-2002附錄B規定的方法進行試驗,應符合2.7.1的要求。
3.7.2按GB/T14233.2-2005第3章規定的無菌試驗方法進行試驗,結果應符合2.7.2的要求。
3.8環氧乙烷殘留量試驗
按GB/T14233.1-2008中規定的方法進行試驗,以第9章規定的極限浸提的氣相色譜法為仲裁法,結果應符合2.8的要求。
附注:一次性使用醫用口罩產品技術要求涉及的標準目錄
GB15979-2002一次性使用衛生用品衛生標準
GB/T14233.1-2008醫用輸液、輸血、注射器具檢驗方法 第1部分:化學分析方法
GB/T14233.2-2005醫用輸液、輸血、注射器具檢驗方法 第2部分:生物學試驗方法
YY/T0969-2013一次性使用醫用口罩
FZ/T64005-2011衛生用薄型非織造布
《中華人民共和國藥典》(2015年版 四部)
附件2
醫療器械產品技術要求
醫療器械產品技術要求編號:
醫用外科口罩
1 產品型號/規格及其劃分說明
1.1組成:醫用外科口罩(以下簡稱:口罩)一般由口罩體、口罩帶和鼻夾組成。口罩體至少有三層:內層(紡粘層)、中間層(熔噴層)、外層(紡粘層),鼻夾由可彎折的可塑性材料制成,口罩帶通常由滌綸線和少量氨綸線針織而成。
1.2型號/規格劃分說明
口罩按佩戴方式可分為綁帶式、耳掛式或頭帶式;也可按企業設計的產品外形及規格尺寸劃分,口罩尺寸舉例見表1。
表1:口罩尺寸舉例 單位:mm
尺寸 規格 | 長L | 寬h | ||
尺寸 | 允差 | 尺寸 | 允差 | |
175*95 | 175 | ±5% | 95 | ±5% |
155*95 | 155 | ±5% | 95 | ±5% |
備注: 尺寸企業可自行設計,允差不超過±5%。
口罩常見類型見圖1:
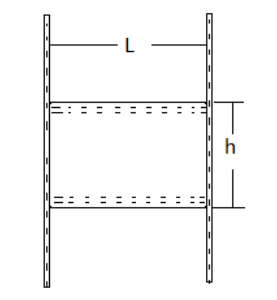 |
圖1
2.性能指標
2.1外觀
口罩外形應整潔、形狀完好,表面不得有破損、污漬。
2.2結構與尺寸
口罩佩戴好后,應能罩住佩戴者的鼻、口至下頜。口罩的尺寸應符合標識的設計尺寸及允差。
2.3口罩帶
2.3.1口罩帶應佩戴方便。
2.3.2每根口罩帶與口罩體連接點處的斷裂強力應不小于10N。
2.4鼻夾
2.4.1口罩上應配有鼻夾,鼻夾由可塑性材料制成。
2.4.2鼻夾由可彎折的可塑性材料制成,長度應不小于8.0cm。
2.5過濾效率
2.5.1口罩的細菌過濾效率應不小于95%。
2.5.2口罩對非油性顆粒的過濾效率應不小于30%。
2.6壓力差
口罩兩側面進行氣體交換的壓力差Δp應不大于49Pa。
2.7阻燃性能
口罩應采用不易燃材料,離開火焰后燃燒應不大于5s。
2.8合成血液穿透
2mL合成血液以16.0kPa(120mmHg)壓力噴向口罩外側面后,口罩內側面不應出現滲透。
2.9微生物指標
2.9.1非無菌口罩應符合表2的要求。
表2: 口罩微生物指標
細菌菌落總數CFU/g | 大腸 菌群 | 綠膿 桿菌 | 金黃色 葡萄球菌 | 溶血性 鏈球菌 | 真菌 |
≤100 | 不得檢出 | 不得檢出 | 不得檢出 | 不得檢出 | 不得檢出 |
2.9.2經環氧乙烷滅菌的口罩應無菌。
2.10環氧乙烷殘留量
經環氧乙烷滅菌的口罩,其環氧乙烷殘留量應不超過10μg/g。
3.檢驗方法
3.1外觀
用3個樣品進行試驗,目視檢查,應符合2.1的規定。
3.2結構與尺寸
用3個樣品進行試驗,實際佩戴,并以通用或專用量具對測量,結果應符合2.2的要求。
3.3口罩帶
3.3.1按YY0469-2011中5.4.1的規定對口罩進行試驗,結果應符合2.3.1的要求。
3.3.2按YY0469-2011中5.4.2的規定對口罩進行試驗,結果應符合2.3.2的要求。
3.4鼻夾
3.4.1按YY0469-2011中5.3.1的規定對口罩進行試驗,結果應符合2.4.1的要求。
3.4.2按YY0469-2011中5.3.2的規定對口罩進行試驗,結果應符合2.4.2的要求。
3.5過濾效率
3.5.1按YY0469-2011中5.6.1的規定對口罩進行試驗,結果應符合2.5.1的要求。
3.5.2按YY0469-2011中5.6.2的規定對口罩進行試驗,結果應符合2.5.2的要求。
3.6壓力差
按YY0469-2011中5.7的規定對口罩進行試驗,結果應符合2.6的要求。
3.7阻燃性能
按YY0469-2011中5.8的規定對口罩進行試驗,結果應符合2.7的要求。
3.8合成血液穿透
按YY0469-2011中5.5的規定對口罩進行試驗,結果應符合2.8的要求。
3.9非無菌口罩微生物指標
按照GB15979-2002中附錄B規定的方法進行試驗,應符合2.9.1的要求。
3.10無菌檢驗
按GB/T14233.2-2005第2章規定的方法進行無菌實驗,結果應符合2.9.2的要求。
3.11環氧乙烷殘留量
按照GB/T 14233.1-2008標準中規定的氣相色譜法進行試驗,結果應符合2.10的要求。
附注:醫用外科口罩產品技術要求涉及的標準目錄
GB 15979-2002 一次性使用衛生用品衛生標準
GB/T 14233.2-2005 醫用輸液、輸血、注射器具檢驗方法 第2部分:生物試驗方法
GB/T 14233.1-2008 醫用輸液、輸血、注射器具檢驗方法 第1部分:化學分析方法
YY0469-2011 醫用外科口罩
FZ/T64005-2011 衛生用薄型非織造布
《中華人民共和國藥典》(2015年版 四部)
附件 3
醫療器械產品技術要求
醫療器械產品技術要求編號:
醫用防護口罩
1產品型號/規格及其劃分說明
1.1組成
醫用防護口罩(以下簡稱:口罩)由口罩體、鼻夾和口罩帶經超聲波熱合而成,口罩體至少有三層:內層(紡粘層)、中間層(熔噴層)、外層(紡粘層),鼻夾由可彎折的可塑性聚丙烯材料制成,口罩帶通常由滌綸線和少量氨綸線針織而成。
1.2型號/規格劃分說明
口罩按佩戴方式可分為面罩式、拱形、折疊式等;也可按企業設計的產品外形及規格尺寸劃分,舉例見表1。
表1:醫用防護口罩型號規格 單位(厘米)
型號 | 外形 | 規格 | 外形尺寸 | ||
L | D | 允差 | |||
XX | XX型 | 16.5×10.5 | 16.5 | 10.5 | ±5% |
備注:尺寸企業可自行設計,允差不超過±5%。
口罩常見型式見圖1:

圖1 口罩常見型式
2性能指標
2.1口罩基本要求
口罩應覆蓋佩戴者的口鼻部,應具有良好的面部密合性。表面不得有破洞、污漬,不應有呼吸閥。
2.2規格尺寸
口罩規格尺寸應符合1.2的要求。
2.3鼻夾
2.3.1口罩上應配有鼻夾。
2.3.2鼻夾應具有可調節性。
2.4口罩帶
2.4.1口罩帶應調節方便。
2.4.2應有足夠強度固定口罩位置。每根口罩帶與口罩體連接點處的斷裂強力應不小于10N。
2.5過濾效率
在氣體流量為85L/min的情況下,口罩對非油性顆粒過濾效率應符合表2的要求。
企業應明確口罩過濾效率等級
表2 過濾效率等級
等級 | 過濾效率% |
1 | ≥95 |
2 | ≥99 |
3 | ≥99.97 |
2.6氣流阻力
在氣體流量為85L/min的情況下,口罩的吸氣阻力不得超過343.2Pa(35mmH2O)。
2.7合成血液穿透
將2mL合成血液以10.7kPa(80mmHg)壓力噴向口罩外側面后,口罩內側不應出現滲透。
2.8表面抗濕性
口罩外表面沾水等級應不低于GB/T4745-2012中3級的要求。
2.9阻燃性能
口罩所用材料不應為易燃性,續燃時間應不超過5s。
2.10密合性
口罩設計應提供良好的密合性,總適合因數應不低于100。
2.11微生物指標
2.11.1 非無菌口罩微生物指標應符合表3的要求。
表3 口罩微生物指標
細菌菌落總數CFU/g | 大腸 菌群 | 綠膿 桿菌 | 金黃色 葡萄球菌 | 溶血性 鏈球菌 | 真菌菌落總數CFU/g |
≤200 | 不得檢出 | 不得檢出 | 不得檢出 | 不得檢出 | ≤100 |
2.11.2經環氧乙烷滅菌的口罩,產品經滅菌后應無菌,
2.12其環氧乙烷殘留量應不超過10μg/g。
3試驗方法
3.1口罩基本要求
取3個口罩,在300Lx-700Lx的照度下目力觀察,應符合2.1的要求。
3.2尺寸
通用量具檢測,應符合2.2的要求。
3.3鼻夾
按使用說明書規定的使用方法進行調節,應符合2.3的要求。
3.4口罩帶
按GB19083-2010中5.3的規定對口罩進行試驗,應符合2.4的要求。
3.5過濾效率
按GB19083-2010中5.4的規定對口罩進行試驗,應符合2.5的要求。
3.6氣流阻力
按GB19083-2010中5.4的規定對口罩進行試驗,應符2.6的要求。
3.7合成血液穿透
按GB19083-2010中5.5的規定對口罩進行試驗,應符合2.7的要求。
3.8表面抗濕性
按GB/T4745-2012的規定對口罩進行試驗,應符合2.8的要求。
3.9阻燃性能
按GB19083-2010中5.9的規定對口罩進行試驗,應符合2.9的要求。
3.10密合性
按GB19083-2010中5.11的規定對口罩進行試驗,應符合2.10的要求。
3.11微生物指標
3.11.1按GB19083-2010中5.7的規定對口罩進行試驗,應符合2.11.1的要求。
3.11.2無菌檢驗按GB/T14233.2-2005的方法進行無菌實驗,結果應符合2.11.2的要求。
3.12環氧乙烷殘留量檢驗
按GB19083-2010中5.8的規定對口罩進行環氧乙烷殘留量試驗,應符合2.12的要求。
附注:醫用防護口罩產品技術要求涉及的標準目錄
GB 15979-2002一次性使用衛生用品衛生標準
GB19083-2010醫用防護口罩技術要求
GB/T 14233.2-2005醫用輸液、輸血、注射器具檢驗方法 第2部分:生物試驗方法
GB/T 14233.1-2008醫用輸液、輸血、注射器具檢驗方法 第1部分:化學分析方法
GB/T4745-2012紡織織物表面抗濕性測定沾水試驗
YY/T0691-2008傳染性病原體防護裝備 醫用面罩抗合成血穿透性試驗方法
FZ/T 64034-2014紡粘/熔噴/紡粘(SMS)法非織造布

%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)


%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-13%22 transform=%22translate(30.000000, 2950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-3%22 transform=%22translate(15.000000, 950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-27%22 transform=%22translate(40.000000, 215.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-10%22 transform=%22translate(0.000000, 144.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23d8d8d8%22 opacity=%22.01%22 x=%220%22 y=%220%22 width=%2232%22 height=%2232%22/%3E%3Cg id=%22ios-call%22 opacity=%22.4%22 transform=%22translate(4.800000, 4.800000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M21.739546 17.5430608C20.882919 16.6863974 18.8257249 15.3985249 17.8117151 14.9147941 16.6345314 14.3495128 16.2032859 14.3611681 15.3699694 14.9614517c-.693453.5012501-1.1421814.9673158-1.9406413.7926322C12.631014 15.5850459 11.057587 14.3903428 9.53067187 12.8692553c-1.52676943-1.5267694-2.71564488-3.10019644-2.8846465-3.89865628-.16903805-.80414178.29720975-1.2470426.7924865-1.9406413C8.03875902 6.1966413 8.05627837 5.76539577 7.48516943 4.58821203 7.0014387 3.56837463 5.7193574 1.51704455 4.85690276.660381138 4.00023935-.196245854 3.80789073-.00972487805 3.33596098.159276748c0 0-.69942635.279726829-1.39287935.740001301C1.08641821 1.47049626.608515122 1.94829008.270621138 2.66505366c-.3322120323.7168-.7168 2.0513665 1.241214962 5.53626016C3.09109073 11.0161015 4.64135285 13.1489821 6.94323512 15.4451824L6.95489041 15.4568377c2.30188227 2.3019187 4.42893529 3.8519987 7.24372289 5.4312898 3.4849301 1.9581242 4.8194602 1.573427 5.5362602 1.2413606C20.4516735 21.7972397 20.9295766 21.3193366 21.5006855 20.456882 21.9610693 19.7634289 22.2407961 19.0641119 22.2407961 19.0641119 22.4098341 18.5920364 22.6020371 18.3996878 21.739546 17.5430608z%22 id=%22Fill-1%22 fill=%22%23000%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-13%22 transform=%22translate(30.000000, 2950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-3%22 transform=%22translate(15.000000, 950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-27%22 transform=%22translate(40.000000, 215.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-10%22 transform=%22translate(0.000000, 206.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23d8d8d8%22 opacity=%22.01%22 x=%220%22 y=%220%22 width=%2232%22 height=%2232%22/%3E%3Cg id=%22ios-mail%22 opacity=%22.4%22 transform=%22translate(4.800000, 8.000000)%22 fill=%22%23000%22%3E%3Cpath d=%22M22.2035796 1.96720174 16.4132132 8.05344902C16.3701285 8.09790889 16.3701285 8.16447722 16.4132132 8.20893709l4.0521802 4.45365731c.274484099999999.2832104.274484099999999.738603.0 1.0216746C20.3308589 13.8230976 20.1478583 13.8953579 19.9703736 13.8953579 19.7927207 13.8953579 19.6097201 13.8230976 19.4751856 13.684269L15.4391495 9.24730586C15.3961994 9.20298482 15.3261742 9.20298482 15.2830559 9.24730586L14.298364 10.2802603c-.8233514.8607722-1.9158054 1.3382733-3.0889129 1.3438265C10.0201994 11.6296399 8.89004204 11.1132321 8.05592793 10.2413536L7.10877117 9.24730586C7.06568649 9.20298482 6.9957958 9.20298482 6.95271111 9.24730586L2.91667508 13.684269c-.13453454.1388286-.31743424.2110889-.49505346.2110889-.17761922.0-.36051892-.0722602999999999-.49505345-.2110889C1.65211772 13.4011974 1.65211772 12.9458048 1.92656817 12.6625944L5.97878198 8.20893709c.03756877-.044459869999999.03756877-.1110282.0-.155488069999999L.183000601 1.96720174C.112975375 1.89494143.0 1.94498915.0 2.04491106V14.2230629C0 15.2004165.774885285 16.0000347 1.72200841 16.0000347H20.6644372C21.611594 16.0000347 22.3866138 15.2004165 22.3866138 14.2230629V2.04491106C22.3866138 1.94498915 22.2680889 1.90052928 22.2035796 1.96720174z%22 id=%22Fill-1%22/%3E%3Cpath d=%22M11.1933069 10.1747852C11.9897177 10.1747852 12.7376961 9.85266811 13.2973598 9.264L21.7407135.395626898C21.4448721.15132321 21.0788372.00694143167 20.6752336.00694143167H1.71662703c-.40360361.0-.774885288.14438177833-1.065513516.38868546633L9.09446727 9.264C9.64878318 9.84711497 10.3968625 10.1747852 11.1933069 10.1747852z%22 id=%22Fill-2%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)